
Neuntes Buch:
Von den Schmelzöfen und den Gewinnungsverfahren der Metalle
Bearbeitet von Carl Schiffer, Freiberg in Sachsen.
Die verschiedenen Arbeiten zur Vorbereitung der Erze habe ich besprochen; nunmehr will ich die einzelnen Verfahren ihrer Verschmelzung beschreiben. Man kann nämlich zwar dadurch, daß man die Erze erhitzt, röstet oder brennt, manche Bestandteile, die mit den Metallen gemischt oder verbunden sind, abtrennen, vieles auch durch Zerkleinern im Mörser, das meiste aber durch Verwaschen, Sieben und Auslesen wegbringen. Indes gelingt es auf diese Weise nicht, alle Bestandteile, welche das Aussehen der Metalle verschleiern und sie unrein und unscheinbar machen, zu entfernen. Deshalb ist es nötig, die Erze zu verschmelzen, wodurch Erden, erstarrte Lösungen
[1] Lat. succi concreti s. 7. Buch Anm. 24 und 12. Buch Anm. 1.
und Gesteine von den Metallen so getrennt werden, daß jedes Metall die ihm eigene Farbe zeigt, daß es rein wird, und daß es mit größtem Nutzen für die menschlichen Bedürfnisse verwendet werden kann. Indem das Verschmelzen eine Abtrennung derjenigen Bestandteile, mit denen die Metalle im Erz vorher gemischt waren, bewirkt, wird das Metall gewissermaßen durch das Feuer geläutert. Da nun aber die metallhaltigen Erze sehr verschieden sind, einmal hinsichtlich des in ihnen enthaltenen Metalles, weiter hinsichtlich der Höhe des Metallgehaltes, endlich auch insofern, als manche schnell, andere sehr langsam im Feuer flüssig werden, gibt es mehrere Schmelzverfahren. Durch ständige Beschäftigung mit diesen Dingen ermittelten die Hüttenleute, durch welches Verfahren aus einem jeden Erz das Metall am vollständigsten ausgebracht werden kann. Wenn man aber auch bei manchen Erzen nach verschiedenen Verfahren die gleiche Menge Metall ausbringen kann, so erfordert doch die eine mehr Aufwand als die andere. Das Erz wird entweder in einem Ofen geschmolzen oder außerhalb. Wenn man einen Ofen anwendet, dann entweder einen solchen mit zeitweilig geschlossenem Stich oder einen mit dauernd offenem,
[2] Auch heute noch unterscheidet man in dieser Weise Schachtöfen mit offenem oder geschlossenem Auge oder Stich. Bei Öfen der ersten Art fließen die geschmolzenen Massen ununterbrochen durch den Stich in einen Vorherd, bei denen der zweiten Art ist der Stich geschlossen, wird, wenn sich eine bestimmte Menge geschmolzener Massen im Ofen angesammelt hat, geöffnet und, nachdem sie "abgestochen" sind, sofort wieder geschlossen.
wenn außerhalb des Ofens geschmolzen wird, so benutzt man Töpfe oder Rinnen. Um alle diese Dinge möglichst klar zu machen, will ich sie in ihren Einzelheiten beschreiben und beginne mit den Gebäuden und den Schmelzöfen.
Man errichtet aus Ziegeln oder Bruchsteinen eine Wand, die im folgenden als zweite Mauer bezeichnet werden soll, von 2 Fuß und 2 Hand Dicke, die geeignet ist, dem auf sie wirkenden Druck zu widerstehen. Ihre Höhe beträgt 15 Fuß, ihre Länge richtet sich nach der Zahl der an sie anzubauenden Schmelzöfen. Meist befinden sich in einer Schmelzhütte sechs Stück, selten mehr, häufig weniger. Sie besitzen drei Wände, die an der Mauer anliegende Hinterwand und zwei Seitenwände. Sie werden besser aus Bruchsteinen als aus gebrannten Ziegeln errichtet, denn gebrannte Ziegel werden schnell beschädigt und erhalten Risse, wenn der Schmelzer oder Hilfsarbeiter die Ofenbrüche abstößt. Die Vorderwand des Ofens aber besteht aus gebrannten Ziegeln; sie besitzt unten eine 3 Hand breite, 1 ½ Fuß hohe Öffnung, nachdem der Tiegel im Ofen fertig gemacht ist. In der Hinterwand befindet sich 1 Elle über der Sohle des noch nicht fertiggemachten Tiegels des Ofens eine schräg nach aufwärts führende Öffnung von 3 Hand Höhe. Durch sie und eine 1 Fuß lange Öffnung der Mauer, die an dieser Stelle ein Gewölbe bildet, ragt eine eiserne oder kupferne Röhre, in welche die Nasen der Blasebälge eingelegt werden. Die Vorderwand des Ofens sei höchstens 5 Fuß hoch, damit man das Erz und die vom Meister für nötig erachteten Schmelzzuschläge bequem von oben in den Ofen einschütten kann. Die beiden Seitenwände sind 6 Fuß hoch, die Rückwand 7 Fuß hoch und 3 Hand dick. Die lichte Weite des Ofens sei 5 Hand, die Tiefe 6 Hand und 1 Finger. Als Weite bezeichnen wir den Abstand der beiden Seitenwände voneinander, als Tiefe den Abstand der Vorder- von der Hinterwand. Nach oben erweitert sich der Ofen meist etwas.
In der Mauer befinden sich Türen, und zwar bei sechs Öfen deren zwei; die eine zwischen dem zweiten und dritten, die andere zwischen dem vierten und fünften. Sie sind 1 Elle breit und 6 Fuß hoch, damit die herein- und herausgehenden Schmelzer nicht anstoßen. Auch noch an der rechten Seite des ersten und an der linken Seite des letzten Ofens eine Tür anzubringen ist nicht nötig, gleichgültig, ob die Mauer noch länger ist oder nicht. Länger macht man sie nämlich, wenn man an den Ofenschmelzraum noch einen Raum für die Treiböfen oder ein anderes Gebäude unmittelbar, nur durch eine Mauer getrennt, anstoßen läßt. Der Schmelzer und der Mann, der am ersten und letzten Ofen arbeitet und die Blasebälge zu beaufsichtigen und einiges andere zu tun hat, gehen durch die ihnen zunächst liegende Tür bis ans Ende der Mauer, alle anderen benutzen die beiden Türen gemeinsam. Die einzelnen Öfen sind 6 Fuß voneinander entfernt, damit der Meister und seine Hilfsarbeiter nicht zu sehr durch die Hitze belästigt werden. Da also die lichte Weite eines Ofens 5 Hand beträgt, die Öfen immer je 6 Fuß voneinander abstehen und der Abstand des ersten Ofens von der rechten Gebäudewand 4 Fuß und 3 Hand, ebenso viel der des letzten Ofens von der linken Wand beträgt, muß, wenn sechs Öfen in einem Raume untergebracht sind, die Mauer 52 Fuß lang sein. Denn die gesamte lichte Weite aller Öfen beträgt 7 ½ Fuß, die Zwischenräume zwischen den Außenwänden der Öfen sind 30 Fuß, die Abstände der beiden äußersten Öfen von der Gebäudemauer 9 Fuß und 2 Hand, die Dicke der Seitenwände aller Öfen 5 Fuß. Die Summe aller dieser Abmessungen ergibt rund 52 Fuß.
Außerhalb jedes Ofens befindet sich vorn eine Vertiefung, die mit einer später zu besprechenden losen Masse ausgefüllt ist, welche festgestampft wird. Auf diese Weise entsteht ein Vorherd, der das aus dem Ofen ausfließende Metall aufnimmt.
Eine Elle unter dem Vorherd und dem Tiegel des Ofens versenkt befindet sich ein querliegender Behälter zur Ansammlung von Feuchtigkeit von 3 Fuß Länge, 3 Hand Breite und 1 Elle Tiefe, aus Bruchsteinen oder Ziegeln hergestellt und mit einer Steinplatte abgedeckt. Wenn er nicht vorhanden wäre, würde die Hitze die Feuchtigkeit aus dem Erdboden herausziehen und in den Tiegel des Ofens und in den Vorherd hineintreiben und diese naß machen. Die Dämpfe aber würden Fehler verursachen, das Metall teils mit fortreißen, teils mit den Schlacken vermengen und so großen Schaden anrichten.

Abb. 901: Ansicht der zugestellten Schachtöfen. Die Schmelzöfen A. Die Vorherde B.
Von jedem dieser Feuchtigkeitsbehälter führt ein gemauerter Kanal von gleicher Tiefe, aber nur 6 Finger breit, durch die Mauer, an der die Öfen angebaut sind, nach außerhalb, indem er vor oder nach dem Durchtritt durch die Mauer ansteigt. Aus der Öffnung des Kanals entweicht der aus der Feuchtigkeit entstandene Dampf durch eine kupferne oder eiserne Röhre oder Pfeife. Diese Art der Herstellung des Behälters und des Kanales ist die beste. Manchmal ist auch der Kanal der gleiche, der Sammelbehälter für die Feuchtigkeit aber anders eingerichtet, indem er nicht unter dem Vorherd liegt, sondern rechtwinklig zu ihm mit einer Länge von 2 Fuß und 1 Hand, einer Breite von 1 Fuß und 3 Hand und einer Tiefe von 1 Fuß und 1 Hand.

Abb. 902: Noch nicht zugestellte Schachtöfen. Die Schmelzöfen A. Der Vorherd B. Die Tür C. Der versenkte Feuchtigkeitsbehälter D. Platte zum Bedecken desselben E. Gemauerter Kanal F. Platten zum Bedecken desselben G. Rohr, durch das die Dämpfe entweichen H.
Diese Bauart wird von uns immer noch für besser gehalten als diejenige, bei der überhaupt kein Abzugskanal vorhanden ist. Eine solche muß gänzlich verworfen werden, da dann jede offene Verbindung mit der Luft fehlt, durch die der Dampf frei und ungehindert austreten kann.
Fünfzehn Fuß hinter der zweiten Mauer wird eine 13 Fuß hohe erste Mauer aufgeführt. Auf beide Mauern werden Balken von je 1 Fuß Breite und Höhe und einer Länge von 19 Fuß und 1 Hand gelegt; der Abstand zwischen zwei Balken beträgt 3 Fuß. Da aber die zweite Mauer 2 Fuß höher ist als die erste, müssen in ihrer Rückseite Vertiefungen von 2 Fuß Höhe, 1 Fuß Breite, 1 Fuß und 1 Hand Tiefe eingehauen werden. In diesen Vertiefungen ruht das eine Ende jedes Balkens wie in einem Lager. In die Balkenköpfe werden die Köpfe ebenso vieler Pfosten mit Zapfen eingelassen; diese sind 24 Fuß hoch und je 3 Hand breit und dick. Von ihren oberen Enden laufen dann wieder ebenso viele Latten zu den Balkenenden, die auf der ersten Mauer aufliegen. Ihre oberen Enden sind in die Enden der senkrechten Pfosten, die unteren in die auf der Mauer liegenden Balken durch Zapfen befestigt. Diese Latten tragen das Dach, welches aus gebrannten Hohlziegeln hergestellt wird. Die einzelnen Latten sind durch senkrechte Latten gestützt und unter sich durch Querlatten verbunden. An die Pfosten sind da, wo die Öfen stehen, dicht aneinander Bretter von etwa 2 Finger Dicke und 1 Hand Breite angenagelt. Sie und die zwischen die Balken eingefügte Verschalung werden mit Lehm überzogen, damit Balken und Verschalung nicht durch Feuer gefährdet werden. In etwa gleicher Weise wird der hintere Teil des Gebäudes überdacht, in dem sich die Blasebälge, die Balggerüste, die zum Zusammendrücken der Bälge dienende, von einem Wasserrade angetriebene Welle und die Balgzüge befinden. Hierüber werde ich bald nachher sprechen.
Vor der Vorderwand der Öfen wird eine dritte und eine vierte lange Mauer aufgeführt, jede 9 Fuß hoch und ebenso lang und dick wie die beiden ersten. Die vierte Mauer ist von der dritten 9 Fuß, die dritte von der zweiten 21 ½ Fuß entfernt. 12 Fuß von der zweiten Mauer entfernt werden auf vier steinernen Unterlagen hölzerne Säulen von 7 ½ Fuß Höhe und je 1 Elle Breite und Dicke errichtet, deren obere Enden mit Zapfen in darübergelegte Balken von 1 Elle Breite und 1 Fuß Dicke eingelassen sind. Ihre Länge ist 2 Fuß und 2 Hand größer, als der Zwischenraum zwischen der zweiten und der fünften Quermauer beträgt, damit die Balkenköpfe auf die Quermauern aufgelagert werden können. Hat man keine Balken von dieser Länge zur Hand, so können dafür zwei kürzere verwendet werden. Da die Länge so wie angegeben ist und die senkrechten Säulen gleich weit voneinander abstehen, ist es erforderlich, daß die eine von der anderen und die beiden äußersten von den Mauern um je 9 Fuß, 1 Hand und 2 2/5 Finger abstehen müssen. Auf diesen langen Balken und auf der dritten und vierten Mauer liegen zwölf 24 Fuß lange, 1 Fuß breite und 3 Hand dicke Balken, die voneinander um 3 Fuß, 1 Hand und 2 Finger entfernt sind. In Zapfenlöchern, die in diese Längsbalken eingelassen sind, ruhen die Enden schräg nach oben führender Pfosten in der gleichen Zahl, als senkrechte Pfosten auf der zweiten Mauer errichtet sind. Die Enden dieser schrägen Pfosten gehen aber nicht bis zu den oberen Enden der senkrechten Pfosten, sondern bleiben 2 Fuß davon entfernt, sodaß der Ofenrauch aus diesem offenbleibenden Spalt wie aus einer Esse entweichen kann. Damit aber die schrägen Pfosten nicht herabfallen, sind sie teils mit Eisenstäben gesichert, die sich von jeder einzelnen Pfoste zu der gegenüberstehenden senkrechten Pfoste erstrecken, teils mit einigen wenigen Pfosten, die ebenfalls von den einzelnen schrägen zu den entsprechenden senkrechten Pfosten reichen und ihnen Halt geben. An ihnen und an den schrägen Pfosten sind an der Seite, die nach den senkrechten Pfosten zeigt, schmale Bretter von etwa 2 Finger Dicke und 1 Hand ßreite in einem Abstand von 1 Hand angenagelt, die mit Lehm bedeckt werden, damit sie nicht Feuer fangen.
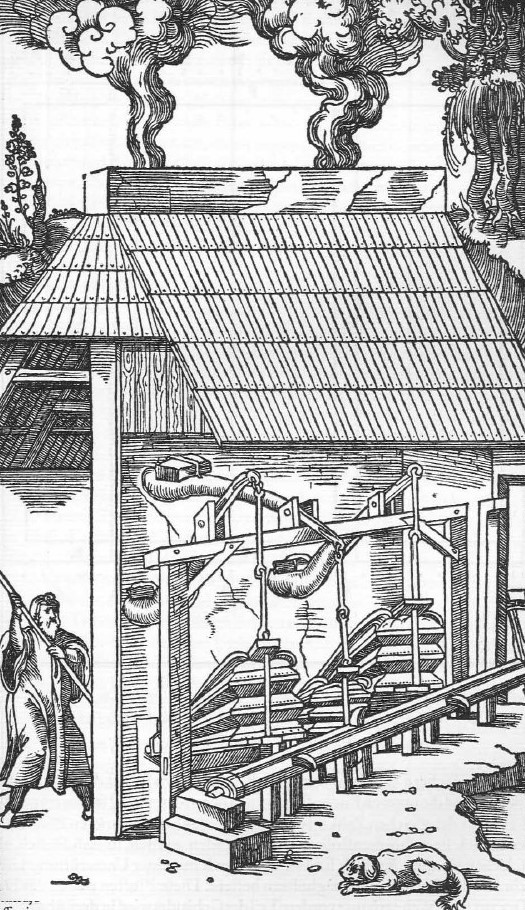
Abb. 903: Ansicht der Blasebälge.

Abb. 904: Grundriß des Schachtofengebäudes. Die vier Längsmauern: Die erste A, die zweite B, die dritte C, die vierte D. Die sieben Quermauern: die erste E, die
zweite F, die dritte G, die vierte H, die fünfte L, die sechste K, die siebente oder Mittelmauer L.
In Zapfenlöchern der oben genannten Balken, da, wo sie auf der vierten Mauer aufliegen, sind die unteren Enden schräg nach oben zeigender Pfosten eingelassen, und zwar in der gleichen Zahl, wie die vorhin erwähnten schrägen Pfosten, mit deren Enden sie zusammenstoßen und verbunden werden, so daß sie sich nicht verschieben können. Endlich sind sie auch noch mit einer Unterrüstung festgemacht, die aus Quer- und Schräghölzern besteht. Diese Pfosten tragen das Dach.
Der auf diese Weise erbaute vordere Teil des Gebäudes wird in drei Abteilungen unterteilt, deren erste, 12 Fuß breit, unter dem Rauchabzug liegt, der eine senkrechte und eine schräge Wand besitzt. Die andere, ebenso breite Abteilung nimmt das zu verschmelzende Erz, die Zuschläge, die Kohlen und sonstige für das Schmelzen erforderliche Dinge auf. Die dritte, 9 Fuß breite Abteilung besteht aus zwei getrennten, gleich großen Räumen; in dem einen stehen die Probieröfen, der andere enthält die zum Abtreiben gelangenden Metalle. Für das ganze Gebäude sind außer den vier langen Mauern, also zwischen ihnen, noch sieben Quermauern erforderlich. Die erste führt vom oberen Ende der ersten zum oberen Ende der zweiten Längsmauer; die zweite von dieser zum oberen Ende der dritten Längsmauer und die dritte Quermauer von da ausgehend zu dem Ende der vierten Längsmauer. Die vierte Quermauer reicht vom unteren Ende der ersten bis zum unteren Ende der zweiten Längsmauer, die fünfte von da bis zum unteren Ende der dritten Längsmauer, die sechste von da bis zum Ende der vierten Längsmauer. Die siebente Quermauer teilt den Raum zwischen der dritten und vierten Längsmauer in zwei Teile.
Ich wende mich nun wieder zu dem hinteren Raum des Gebäudes, in dem, wie ich bereits erwähnte, die Blasebälge, die Balggerüste, die zum Zusammendrücken der Blasebälge erforderliche, durch ein Wasserrad angetriebene Welle und die Balgzüge untergebracht sind. Ein Blasebalg besteht aus dem Balgkörper und dem Balghaupt. Der Balgkörper wird hergestellt aus zwei Holztafeln, zwei Bogenstücken und zwei Stücken Leder. Die obere Tafel ist 1 Hand dick, 5 Fuß und 3 Hand lang, am hinteren Ende, wo sie an beiden Seiten abgerundet ist, 2 ½ Fuß, am vorderen Ende, an welches sich das Balghaupt anschließt, 1 Elle breit. Der ganze Balgkörper verengt sich also nach dem Haupte hin. Das, was wir eine Tafel nennen, besteht aus zwei zusammengefügten und zusammengeleimten fichtenen Brettern und aus zwei Leisten aus Lindenholz, welche die Seiten der Bretter umgeben; diese sind im hinteren Teil 7 Finger, vorn, wo sich das Balghaupt anschließt, 1 ½ Finger breit. Diese Leisten sind an die Bretter angeleimt, damit sie durch die eisernen Nägel, die in sie durch das Leder eingeschlagen werden, weniger beschädigt werden. Manche umgeben die Tafeln auch nicht mit Leisten, sondern verwenden nur Tafeln allein, die sie dann genügend dick nehmen.
Die obere Tafel (das Deckelbrett) besitzt eine Öffnung und einen Ansatz (Balgsterzel). Die Öffnung ist von dem Ende, an das sich das Balghaupt anschließt, 1 Fuß und 3 Hand entfernt. Sie liegt in der Mittellinie des Deckelbrettes und ist 6 Finger lang und 4 Finger breit. Ihr Deckel ist je 2 Hand und 1 Finger lang und breit und 3 Finger dick. Am hinteren Ende ist in ihn von oben eine kleine Vertiefung so eingeschnitten, daß er mit der Hand festgehalten werden kann. Am vorderen Ende und an den Seiten ist er von oben eingekehlt, damit er in einen Rahmen von drei kleinen Leisten von 1 Hand Breite und 1 Finger Dicke, die in gleicher Weise von unten her eingekehlt sind, eingeschoben werden kann. Wenn er eingeschoben ist, schließt er die Öffnung, herausgezogen gibt er sie frei. Der Schmelzer kann daher die Öffnung ein wenig frei lassen, damit durch sie Wind aus dem Balg entweicht, sobald er befürchtet, daß das Leder zerreißt, wenn der Balg zu kräftig und in zu schneller Folge aufgeblasen wird; er schließt sie aber, wenn das Leder gerissen ist und Wind entweicht. Manche versehen das Deckelbrett mit zwei oder drei Löchern. In diese runden Löcher, die dann an die Stelle der rechteckigen Öffnung treten, stecken sie Pflöcke, die sie, wenn erforderlich, herausziehen.
Der Ansatz am hinteren Ende des Deckelbrettes besteht aus Holz und ist 7 Fuß lang oder auch länger, damit er vorsteht. Sein vorderer, 2 Hand breiter, 1 Hand dicker Teil ist mit dem hinteren Ende der Tafel verleimt und an ihr mit hölzernen verleimten Stiften befestigt. Die andere Hälfte ragt über das Deckelbrett heraus, ist abgerundet und 7 Finger dick. Auf den Ansatz und auf das Deckelbrett wird außerdem noch eine 2 Fuß lange, 2 Hand breite und 1 Hand dicke Latte, und ebenso an die Unterseite des Deckelbrettes eine ebenfalls 2 Fuß lange Latte angeleimt, und zwar in einem Abstand von 3 Hand vom hinteren Ende des Deckelbrettes. Diese beiden Latten werden deshalb mit dem Deckelbrett zusammengeleimt und mit ihm durch verleimte hölzerne Stifte fest verbunden, damit das Deckelbrett die beim Auseinanderziehen und Zusammenpressen des Blasebalges auftretende Beanspruchung aushält.
Das Bodenbrett des Blasebalges ist ebenso wie das Deckelbrett aus zwei fichtenen Brettern und zwei Leisten aus Lindenholz von gleicher Breite und Dicke, aber einer um 1 Elle größeren Länge zusammengeleimt. Denn es bildet einen Teil des Balghauptes, wie ich nachher noch ausführen werde. In dem Bodenbrett befindet sich eine Windöffnung und ein eiserner Ring. Die Windöffnung ist vom hinteren Ende etwa 1 Elle entfernt, in der Mittellinie des Bodens angebracht und etwa 1 Fuß lang und 3 Hand breit. Sie ist in der Mitte durch einen Steg in zwei gleiche Hälften geteilt. Dieser Steg ist beim Ausschneiden der Öffnung stehen geblieben und hängt mit dem Boden fest zusammen; er ist 1 Hand
[3] hier muß ein Druckfehler vorliegen. Da die Öffnung 1 Fuß lang ist und der Steg nach der Abbildung sich in der Längsrichtung der Öffnung erstreckt, muß er auch 1 Fuß und nicht 1 Hand lang sein.
lang und 1/3 Finger breit. Der zur Öffnung gehörige Deckel ist 1 Fuß und 3 Finger lang und 3 Hand und 3 Finger breit. Er besteht aus einem dünnen Brettchen, welches mit Ziegenfell so überzogen ist, daß die behaarte Seite nach unten zeigt. An der Oberseite dieses Brettchens ist mit kleinen eisernen Nägeln das eine Ende eines Stückes doppelten Leders befestigt; es ist 1 Hand breit und so lang, wie das Brettchen breit ist. Das andere Ende des Leders, welches hinter dem Brettchen herausragt, ist ebenso wie das Bodenbrett zweimal durchbohrt; diese bei den Öffnungen stehen 7 Finger auseinander. Ein durch sie hindurchgezogener Riemen ist an der Außenseite des Bodenbrettes befestigt. Dadurch ist das Brettchen mit der Oberseite des Bodenbrettes verbunden, so daß es nicht von ihr abfallen kann. In dieser Weise sind der Deckel und die Windöffnung hergestellt. Wenn der Balg auseinandergezogen wird, wird sie geöffnet, wenn er zusammengedrückt wird, wird sie geschlossen.
Der etwas zusammengedrückte eiserne Ring von 2 Hand Länge und 1 Hand Breite befindet sich etwa 1 Fuß hinter der Windöffnung und ist an der Unterseite des Bodenbrettes mit einer eisernen Klammer befestigt. Er steht vom hinteren Ende des Blasebalges 3 Hand ab. Dieser eiserne Ring ragt durch ein Querholz hindurch, welches einen Teil des festen Balggerüstes bildet. Durch ihn wird ein hölzerner Riegel hindurchgetrieben, damit das Bodenbrett des Balges sich nicht bewegen kann. Manche lassen auch den eisernen Ring weg und befestigen den Boden mit zwei eisernen Schrauben, ähnlich wie mit Nägeln, an dem Querholz selbst.
Der Balgbogen wird zwischen Deckel und Bodenbrett befestigt und ist ebenso lang wie das Deckelbrett. Jeder Bogen besteht aus vier lindenen, 3 Finger dicken Leisten, von denen die beiden langen am hinteren Ende 7 Finger, die am vorderen Ende 2 ½ Finger breit sind. Die dritte, und zwar die hintere Leiste, ist 2 Hand breit. Ihre beiden Enden, die um 1 Finger dicker sind, sind mit Zapfen in die langen Leisten eingelassen, dort ebenfalls durchbohrt, mit verleimten hölzernen Stiften in den Löchern festgemacht und so mit den langen Leisten verbunden und zusammengeleimt. Die Enden bilden mit den Enden der langen Leisten einen Bogen, wie der Name besagt. Die vierte Leiste, die um 1 Elle vom Balghaupt absteht, spreizt die beiden langen Leisten auseinander. Ihre Enden sind in Zapfenlöcher eingefügt, mit ihnen verbunden und verleimt. Sie ist, ohne die Zapfen, 1 Fuß lang und 2 Finger breit. Ferner sind noch zwei kleine Leisten an dem Balghaupt mit dem Bodenbrett des Balges verleimt und mit ihm durch verleimte hölzerne Stifte verbunden. Sie sind 3 Hand und 2 Finger lang, 1 Hand hoch, 1 Finger dick. In ihrem mittleren Teil sind sie etwas ausgeschnitten: Diese Leisten spreizen die Enden der langen Leisten an der Öffnung des Balghauptes auseinander. Wenn man sie nicht anbringen wollte, so würden diese Enden infolge der starken und ständig wiederholten Bewegung nach innen zusammengedrückt werden und zerbrechen.
Als Leder nimmt man Rind- oder Pferdeleder, indes ist Rindleder bei weitem besser als Pferdeleder. Man braucht zwei Stücke, die am hinteren Ende des Blasebalges miteinander verbunden werden, jedes ist 3 ½ Fuß lang. Sie werden am Deckel- und Bodenbrett sowie an den beiden Bogenstücken unter Zwischenlegung eines langen Riemens mit T-förmigen Kopfnägeln von 5 Finger Länge befestigt. Die Köpfe sind 2 ½ Finger lang und 1/2 Finger breit. Die Befestigung am Deckel- und Bodenbrett geschieht mit sehr vielen Nägeln so, daß die Nagelköpfe sich beinahe berühren. Anders am Bogen. Am hinteren Teil des Bogens werden nur zwei Nägel verwendet, an den beiden langen Teilen je vier. Es genügt also, wenn man in jeden Bogen oben und unten nur je zehn Nägel einschlägt. Zuweilen, wenn der Schmelzer fürchtet, daß die starke Bewegung das Leder von den Bogenstücken absprengt oder abreißt, befestigt er außerdem an den langen Seitenleisten mittels einer anderen Art von Nägeln noch fichtene Leisten. Am hinteren Ende der Bögen können solche aber nicht angebracht werden, da dieses etwas gekrümmt ist. Manche verwenden zum Befestigen des Leders an den Leisten und am Bogen keine Nägel, sondern eiserne Schrauben, die in gleicher Weise wie die Nägel durch auf das Leder aufgelegte dünne Leistchen eingeschraubt werden. Obwohl diese Art der Befestigung seltener verwendet wird als die andere, ist sie doch zweifellos die bequemere.
Das Balghaupt endlich besteht, ähnlich wie der übrige Balgkörper, aus zwei Brettern und außerdem aus der Nase. Das Deckelbrett ist 1 Elle lang, 1 ½ Hand dick; das untere ist ein Teil des Bodenbrettes des Balges selbst und ebenso wie das obere 1 Elle lang, aber nur 1 Hand und 1 Finger dick. Durch Zusammenleimen der beiden Bretter entsteht das Haupt. In eine in ihm angebrachte Durchbohrung wird die Nase eingesteckt. Da, wo das Haupt an den Körper des Balges anschließt, ist es 1 Elle breit; 3 Hand nach vorn wird es um 2 Finger schmäler. Weiter vorn wird es so abgeschnitten, daß es am vorderen Ende rund und 2 Hand und 2 Finger dick ist. Dort wird es mit einem eisernen Ring von 3 Finger Breite eingebunden.
Die Nase ist eine aus Eisenblech zusammengebogene Röhre. Ihre vordere Öffnung besitzt einen Durchmesser von 3 Finger, während sie am hinteren Ende, mit dem sie in das Balghaupt eingelassen wird, 1 Hand hoch und 2 Finger breit ist. Sie erweitert sich also nach und nach, am stärksten am hinteren Ende, damit dort reichlicher Wind in sie eintreten kann. Im Ganzen ist sie 3 Fuß lang. Das Haupt wird in folgender Weise mit dem Deckelbrett verbunden. Zuerst befestigt man auf der Oberseite des Hauptes rechts und links je eine eiserne Platte von 1 Hand Breite und 1 ½ Hand Länge in einem Abstand von 3 Finger voneinander. Von jeder Platte ragt ein umgebogener, 3 Finger langer, 2 Finger breiter Teil hervor. In ähnlicher Weise sind an entsprechender Stelle des Deckelbrettes des Blasebalges zwei eiserne Platten festgemacht, die um 2 Finger über den Rand hervorstehen; jede ist 6 Finger breit und 7 Finger lang und in der Mitte um etwas mehr als 3 Finger in der Längsrichtung, 2 Finger in der Querrichtung so ausgeschnitten, daß der umgebogene Teil der Platten des Balghauptes in diesem ihm entsprechenden Ausschnitt Platz hat. Von jeder dieser Platten des Deckelbrettes ragt auf beiden Seiten des Ausschnittes also ein 3 Finger langer, 2 Finger breiter, am Ende umgebogener Ansatz hervor. Durch die durch Umbiegen der Ansätze entstandenen Öfen wird ein eiserner Nagel hindurchgesteckt, damit um ihn als Achse das Brett nach oben gedreht werden kann. Die Achse ist 6 Finger lang und reichlich 1 Finger dick. Aus dem oberen Deckel ist da, wo die Eisenplatten an ihm befestigt sind, ein kleiner Streifen so herausgeschnitten, daß die Achse aus den festgemachten Platten nicht herausfallen kann. Jede Platte ist am Deckelbrett mit vier eisernen Nägeln befestigt, deren Köpfe nach innen zeigen, während ihre Spitzen oben breitgeschlagen werden, so daß sie ebenfalls gewissermaßen Köpfe bilden. Jede Platte am Balghaupt ist mit einem eisernen Nagel mit breitem Kopf befestigt und außerdem mit zwei weiteren Nägeln, deren Köpfe am äußersten Ende des Hauptes liegen. Zwischen den beiden Eisenplatten verbleibt in der Mitte ein 2 Hand breiter Zwischenraum, der mit einer eisernen, mit kleinen Nägeln an das Brett befestigten Platte abgedeckt wird. Ihr entspricht eine ebensolche Platte, die zwischen den beiden Platten des Hauptes befestigt ist; sie ist 2 Hand und 2 Finger breit.
[4] Diese ganz umständlich beschriebene, in der Abbildung 905 gut dargestellte Vorrichtung ist ein "Scharnier", um welches das Balghaupt nach oben umgeklappt werden kann.
Das Leder des Hauptes bildet mit dem Leder des übrigen Teiles des Blasebalges ein Stück. Es überdeckt die Platten, den vorderen Teil des Deckelbrettes, die Bogenstücke an beiden Seiten und den hinteren Teil des Hauptes, damit an diesen Stellen kein Wind entweichen kann. Es ist 3 Hand und 3 Finger breit und so lang, daß es von der einen Seite des Bodenbrettes um den Rücken des Deckelbrettes herumgespannt bis zur anderen Seite des Bodenbrettes reicht. Es ist durch zahlreiche T-förmige Nägel mit der einen Seite an dem Deckelbrett des Blasebalges, mit der anderen Seite am Balghaupt befestigt und in gleicher Weise unten am Bodenbrett.
In dieser Weise ist der Blasebalg eingerichtet. Da aber ein Ofen zwei Stück benötigt, braucht man zwölf Blasebälge, wenn sechs Öfen in einer Hütte vorhanden sind.
Nunmehr ist über das Balggerüst zu reden. Zuerst werden auf den Boden zwei Schwellen gelegt, die etwas kürzer als die Ofenmauer sind. Die vordere ist je 3 Hand breit und dick, die hintere 3 Hand und 2 Finger. Die erste ist von der Rückseite der Mauer 2 Fuß, die zweite von der ersten 6 Fuß und 3 Hand entfernt.
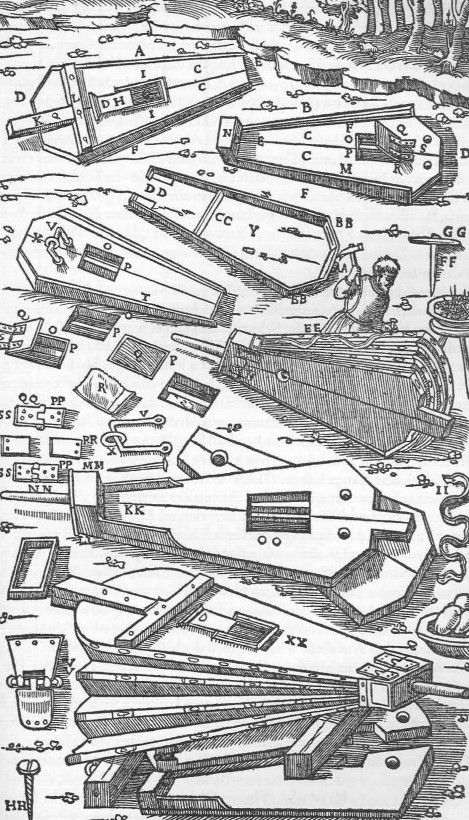
Abb. 905: Ein Blasebalg und seine einzelnen Teile. Das Deckelbrett des Blasebalges A. Das Bodenbrett B. Die zwei Bretter, aus denen Boden- oder Deckelbrett bestehen C. Der abgerundete hintere Teil D. Der vordere schmälere Teil E. Die Leisten F. Die Öffnung im Deckelbrett G. Ihr Deckel H. Dessen Rahmen L. Der Ansatz K. Die äußere Querleiste L. (Die innere ist nicht zu sehen) Der innere Teil des Bodens M. Teil des Hauptes N. Die Windöffnung O. Der Steg P. Der Deckel Q. Das Leder R. Der Riemen S. Der äußere Teil des Bodenbrettes T. Die Klammer V. Der eiserne Ring X. Der Boden Y. Seine langen Leisten Z. Die hintere Leiste AA. Die gebogenen Leisten BB. Die lange Spreize CC. Die kurzen Leisten DD. Das Leder EE. Der T-förmige Nagel FF. Sein Kopf GG. Die Schraube HH. Langer Riemen II. Das Balghaupt KK. Seine Unterseite LL. Seine Oberseite MM. Der volle Boden OO. Die zwei äußeren Eisenplatten des Hauptes PP. Ihr umgebogener Teil QQ. Die mittlere Eisenplatte des Hauptes RR. Die beiden äußeren Platten des Deckels SS. Seine mittlere Platte TT. Seine Achse VV. Der fertige Blasebalg XX.
Die Schwellen werden in die Erde eingegraben, damit sie fest liegen. Manche bringen zu dem gleichen Zweck auch Löcher in ihnen an und treiben zugespitzte Pfähle durch sie in den Erdboden. Auf der ersten Schwelle werden zwölf hölzerne Säulen errichtet, die mit ihren unteren Enden in die der Ofenmauer zunächst liegende Schwelle eingezapft werden. Diese Säulen sind ohne die Zapfen 2 Fuß lang, 3 Hand und 3 Finger breit und 2 Hand dick. ln jede wird, 2 Hand über der Schwelle beginnend, ein senkrechter Schlitz von 3 Hand Höhe und 1 ½ Hand Breite eingeschnitten. Die Säulen stehen verschieden weit auseinander. Die erste ist nämlich von der zweiten 3 Fuß und 5 Finger entfernt, ebenso die dritte von der vierten, die zweite aber von der dritten 2 Fuß 1 Hand und 3 Finger. Ebenso sind die Zwischenräume zwischen den übrigen Säulen abwechselnd gleich und ungleich; je vier Säulen entsprechen zwei Öfen. Die oberen Säulenköpfe werden in eine darauf gelegte Schwelle eingezapft. Sie ist 12 Fuß 2 Hand 3 Finger lang, ragt 5 Finger über die erste senkrechte Säule und ebenso weit über die vierte hervor und ist 2 Hand 2 Finger breit und 2 Hand dick. Da eine solche Schwelle die Blasebälge von zwei Öfen zu tragen hat, sind deren drei erforderlich.
Auch auf der hinteren Schwelle werden zwölf Säulen errichtet, die am Fußende von unten nach oben in der Mitte ausgeschnitten sind, sodaß eine Gabel entsteht, deren beide Enden in die Schwelle eingezapft werden. Diese Säulen sind ohne die Zapfen 12 Fuß 2 Hand lang, 5 Hand breit und 2 Hand dick. Der von ihrem Fußende nach oben reichende Ausschnitt ist 4 Fuß 5 Finger hoch und 6 Finger breit. Die oberen Enden der Säulen sind wiederum in eine darauf liegende wagrechte Schwelle eingezapft. Sie liegt dicht unter den das Dach tragenden Balken, die sich von der Rückseite der Ofenmauer nach der hinteren Mauer erstrecken. Sie ist 3 Hand breit, 2 Hand dick und 43 Fuß lang. Wenn man keinen Balken von dieser Länge in Vorrat hat, kann man 2 oder 3 kürzere nehmen, die zusammengefügt die gleiche Länge haben. Die zwölf senkrechten Säulen sind nicht gleich weit voneinander entfernt. Die erste steht von der zweiten um 2 Fuß 3 Hand und 1 Finger ab, ebenso viel die dritte von der vierten. Die zweite aber ist von der dritten 1 Fuß 3 Hand und 3 Finger entfernt. Ebenso sind die Abstände der übrigen Säulen voneinander abwechselnd gleich und ungleich. Ferner ist in jeder senkrechten Säule an der Seite, die nach den kurzen senkrechten Säulen hinzeigt, 1 Fuß und 1 Finger über dem ausgeschnittenen Teil ein Ausschnitt angebracht. In diese vier Ausschnitte der senkrechten Säulen wird ein Querbalken eingefügt, der seinerseits ebenfalls 4 Ausschnitte aufweist, die wie Zapfen in die anderen Ausschnitte eingreifen. Auf diese Weise können die beiden Balken besser miteinander verbunden und mit hölzernen Stiften aneinander befestigt werden. Ein solcher Querbalken ist 13 Fuß 3 Hand 1 Finger lang und steht 2 Hand und 2 Finger über der ersten und ebenso viel über der vierten senkrechten Säule hervor; seine Breite beträgt 2 Hand und 2 Finger, seine Dicke 2 Hand. Da zwölf senkrechte Säulen vorhanden sind, braucht man drei derartige kurze Querbalken.
In die einzelnen Querbalken und die Balken, die auf den kurzen senkrechten Säulen aufliegen, werden vier kürzere Balken von 9 Fuß Länge, 2 Hand und 3 Finger Breite und 2 Hand und 1 Finger Dicke eingefügt. Der erste steht vom zweiten 5 Fuß 1 Hand 1 Finger ab, und zwar sowohl am vorderen wie am hinteren Ende, an dem diese kurzen Balken auf den senkrechten Säulen aufgelagert sind.
Ebenso groß ist der Zwischenraum zwischen dem dritten und vierten. Der zweite aber ist vom dritten nur 1 Fuß und 3 Finger entfernt. In der gleichen Weise sind die Zwischenräume zwischen den übrigen acht kleinen Balken bemessen. Der fünfte ist vom sechsten und der siebente vom achten ebenso weit entfernt, wie der erste vom zweiten und der dritte vom vierten, der sechste vom siebenten aber so weit, wie der zweite vom dritten.
Je zwei dieser kurzen Balken tragen ein Querbrett von 6 Fuß Länge, 1 Fuß Breite und 1 Hand Dicke, welches von den beiden hinteren senkrechten Säulen 3 Fuß und 2 Hand entfernt ist. Da man sechs solcher Bretter hat, trägt jedes von ihnen zwei Blasebälge, deren Bodenbrett 1 Hand über sie hervorsteht. Der eiserne Ring des Blasebalgbodens ragt durch eine Öffnung des Brettes hindurch; durch ihn wird unter dem Brett ein hölzerner Riegel hindurchgetrieben, um den Blasebalg, wie schon gesagt, unverrückbar an seinem Platze festzuhalten. Jeder der beiden auf einem Brett befestigten Blasebälge ragt vorn in das hintere Ende eines kupfernen Rohres hinein, in dem die Nasen beider Blasebälge, an ihren Enden fest miteinander verbunden, liegen. Das Rohr ist aus einem Kupfer- oder Eisenblech zusammengebogen; dieses ist 1 Fuß 2 Hand und 2 Finger lang, am oberen Ende ½ Finger, am unteren Ende 1 Finger dick. Die vordere Öffnung ist im Lichten 3 Finger breit und 2 ½ Finger hoch; sie ist also nicht vollkommen rund. Am hinteren Ende ist sie 1 Fuß 2 Hand 3 Finger weit. Das Blech, aus dem das Rohr zusammengebogen wird, ist oben nicht vollständig zusammengeschlossen, sondern es bleibt ein Spalt von ½ Finger Breite, der sich nach hinten auf 3 Finger Breite erweitert. Dieses Rohr wird in die Öffnung des Ofens eingeführt, die sich, wie schon erwähnt, in der mittleren Mauer und in der Ofenwand befindet. Die Nasen der beiden Blasebälge, die in ein solches Rohr hineinragen, bleiben von seinem vorderen Ende 5 Finger weit entfernt.
Die Zahl der Schwengel, die von den Daumen der Antriebswelle herabgedrückt werden, wodurch der Blasebalg zusammengepreßt wird, ist die gleiche wie die Zahl der Bälge. Ein Schwengel, der in den Ausschnitten von je zwei senkrechten Säulen geführt wird, ist 8 Fuß und 3 Hand lang und je 1 Hand breit und dick. Er ragt über die vorderen Säulen um 2 Hand hervor und um ebenso viel über die hinteren, damit er hier von je zwei Daumen der Welle erfaßt und heruntergedrückt werden kann. Diese reichen nicht bis in die Ausschnitte der Balken hinein, sondern bleiben um 3 Finger davon ab. Durch ein rundes Loch, welches durch die durch Ausschneiden der vorderen Säulen entstandenen beiden Gabelenden in einer Höhe von 3 Hand und 3 Finger über dem Boden gebohrt ist, und durch den Schwengel selbst wird ein eiserner Bolzen als Drehachse gesteckt, um die, wenn sie sich dreht, der Schwengel nach oben und unten schwingt. Der hintere Teil des Schwengels ist auf die Länge einer Elle um 1 Hand und 1 Finger breiter als der übrige Teil und ist doppelt durchbohrt. Durch diese Öffnungen führt eine Zugstange von 6 Fuß 2 Hand Länge, 3 Finger Breite und etwa 1 ½ Finger Dicke, die an ihrem oberen Ende etwas gekrümmt ist, damit sie bis an den Ansatz des Blasebalges heranreicht. Durch eine Öffnung im Schwengel und in der Zugstange ist ein Bolzen gesteckt, so daß ersterer die Zugstange emporhebt. Die Zugstange ist in einer Entfernung von 6 Finger von ihrem oberen Ende durchbohrt. Diese Öffnung ist 2 Hand lang und etwas über 1 Finger breit.
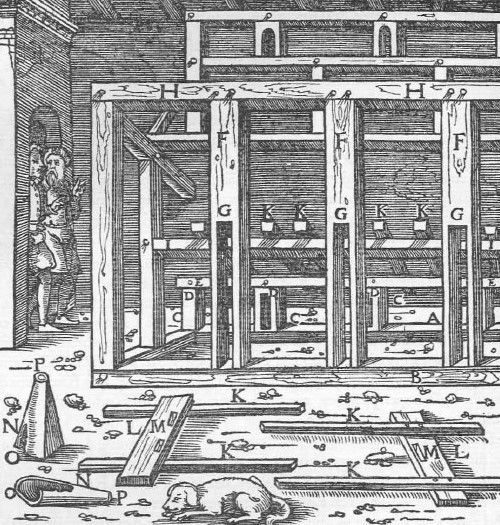
Abb. 906: Das Balggerüst. Die vordere der auf dem Erdboden liegenden Schwellen A. Die hintere Schwelle B. Die vorderen senkrechten Säulen C. Ihre Ausschnitte D. Die vordere Querschwelle E. Die hinteren senkrechten Säulen F. Ihre Ausschnitte G. Die hintere Querschwelle H. Der in die senkrechten Säulen eingezapfte Querbalken I. Die kurzen Balken K. Die Bretter L. Ihre Ausschnitte M. Das Rohr N. Sein hinteres Ende O, sein vorderes Ende P.
In sie greift der Haken einer eisernen Vorrichtung von 1 Finger Dicke ein. Das obere Ende dieser Vorrichtung ist als 2 Finger dicker, runder oder an der Unterseite abgerundeter, rechteckiger Ring ausgebildet. Ein derartiger Ring ist je 2 Finger hoch und weit. Der Haken ist 3 Finger hoch. Das Zwischenstück zwischen dem Ring und dem Haken ist 3 Hand und 2 Finger lang. In dem eisernen Ring dieser Vorrichtung liegt entweder der Ansatz des Blasebalges
[5] Die Abbildung 907 stellt nur diese Anordnung dar.
oder ein mit ihm verbundener großer Ring von 1 Finger Dicke, der im oberen Teil im Lichten 2 Hand, im unteren Teile 2 Finger weit ist. Dieser zweite, dem ersten ähnliche Ring greift an dem Ansatz des Blasebalges an. Sein engerer Teil zeigt nach oben und ist mit einer zweiten Vorrichtung verbunden, die der ersten ähnlich ist. An ihrem nach oben zeigenden Haken ist ein Seil befestigt, welches von einem eisernen Ring herabhängt, der am Ende einer Stange befestigt ist, von der ich gleich noch sprechen werde. Nach einer anderen Art umschließt ein eiserner Ring das Ende dieser Stange, und in den Haken greift ein kleiner eiserner Ring der anderen Vorrichtung ein, dessen Ring den Ansatz des Blasebalges umschließt. Auf diese Weise erspart man das Seil.
Auf die Balken, die auf den beiden Mauern aufgelagert sind, wird 4 ½ Fuß von den senkrechten Säulen ab ein weiterer Balken von 2 Hand Breite und 1 ½ Hand Dicke gelegt. In ein Zapfenloch desselben wird das untere Ende eines senkrechten, ohne Zapfen 6 Fuß 2 Hand langen, 3 Hand breiten und 2 Hand dicken Balkens befestigt. In gleicher Weise greift sein oberes Ende in ein Zapfenloch eines weiteren Balkens, der dicht unter dem Querbalken liegt, welcher sich von den senkrechten Säulen nach den schrägen Dachbalken hinzieht. Der zweite Balken ist 2 Hand breit und 1 Hand dick. Ein darauf stehender senkrechter Balken von 2 Fuß Höhe besitzt einen Ausschnitt von 2 Fuß Höhe und 6 Finger Weite. In einer Höhe von 3 Fuß und 1 Hand ist durch die beiden Seitenwände dieses Ausschnittes ein rundes Loch gebohrt, durch welches ein eiserner Bolzen als Achse gesteckt wird, um den, wenn er gedreht wird, eine Stange nach unten und oben schwingt; sie ist 8 Fuß lang. Ihr eines oberes Ende ist um 3 Finger höher als der übrige Teil und besitzt eine Öffnung von 2 Finger Weite und 3 Finger Höhe, durch welche der eiserne Ring gesteckt wird, von dem, wie oben gesagt, das Seil herabhängt. Dieses ist 5 Hand lang. Die obere Schlinge ist 2 Hand 2 Finger, die untere 1 Hand und 1 Finger weit. Die eine Hälfte der Stange, von deren Ende ich soeben gesprochen habe, ist 3 Hand hoch und 1 Hand breit. Sie ragt über den Ausschnitt des senkrechten Balkens, durch den sie hindurchgeht, um 3 Fuß hervor. Die andere Hälfte, deren Ende nach der Rückseite der Ofenmauer hinzeigt, ist 1 Fuß und 1 Hand hoch und 1 Fuß dick; an ihr ist ein Kasten von 3 ½ Fuß Länge, 1 Fuß und 1 Hand Breite und ½ Fuß Höhe befestigt. Die Maße wechseln auch, indem der Kasten am Boden enger oder gleich weit ist wie oben. Er ist mit Steinen und Erde gefüllt, um ihn schwer zu machen. Man muß aber Sorge tragen und vorsehen, daß die Steine bei der häufigen Bewegung nicht herausfallen. Man erreicht dies dadurch, daß man einen beiderseitig zugespitzten, auf beiden Seiten über den Schwengel herausragenden Eisenstab quer über den Kasten legt. So werden die Steine zurückgehalten. Manche befestigen an Stelle des Kastens auch vier oder mehr Eisenstäbe an dem Schwengel und bringen Lehm zwischen sie, und können so nach Bedarf das Gewicht vergrößern oder verkleinern.
Es ist nun noch über die Wirkungsweise der ganzen Einrichtung zu sprechen. Wenn der Schwengel von den Daumen der Welle niedergedrückt wird, wird der Blasebalg zusammengepreßt und der Wind durch die Nase ausgetrieben. Wenn der Balg dann durch das Gewicht des Kastens an der oberen Stange wieder auseinandergezogen wird, saugt er Luft durch die Windöffnung an.
Die Antriebsvorrichtung, deren Daumen den Schwengel niederdrücken, ist in folgender Weise eingerichtet. Man stellt sich eine Welle her, an deren einem außerhalb des Hauses gelagerten Ende ein Wasserrad angreift, während am andern Ende in dem Hause ein mit Rundstäben versehenes Vorgelege angebracht ist. Es wird von zwei doppelten Kreisringen gebildet, die 5 Finger dick sind, etwa 1 Fuß 1 Finger Durchmesser besitzen und um 1 Fuß voneinander abstehen. Sie sind doppelt, indem jeder aus zwei gleich starken Ringen zusammengesetzt ist, die mit verleimten hölzernen Nägeln miteinander verbunden werden.

Abb. 907: Ein betriebsfertig aufgestellter Blasebalg. Schwengel, der durch die Daumen der Welle herabgezogen wird, wodurch der Blasebalg zusammengedrückt wird A. Der Ausschnitt der senkrechten Säulen B. Die Zugstange C. Die eiserne Vorrichtung mit dem rechteckigen Ring D. Die Vorrichtung mit dem runden Ring E. Der Balgsterzel F. Der kurte senkrechte Balken G. Die durch ihn hindurchgeführte Stange H. Kasten von gleichmäßiger Weite I. Nach unten sich verengernder Kasten K. Die in der Stange befestigten Eisenstäbe L.
Manchmal beschlägt man sie auch mit Eisenblech. Rundstäbe sind 30 Stück vorhanden; sie besitzen eine Länge von 1 Fuß 2 Hand und 2 Finger und sind mit ihren beiden Enden in die Scheiben befestigt. Sie sind rund 3 Finger dick und stehen um 3 Finger voneinander ab. In dieser Weise wird das mit Spillen versehene Vorgelege hergestellt. Am Ende einer zweiten Welle befindet sich ein anderes, mit Zähnen versehenes Rad. Sein aus zwei Lagen zusammengesetzter Kreisring ist 2 Hand und 1 Finger dick. Der innere Ring, der aus vier Viertelkreisen gebildet wird, ist 1 Hand dick und durchweg 1 Hand und 1 Finger breit. Der äußere Ring, der ebenfalls aus vier Viertelkreisen zusammengefügt wird, ist 1 Hand und 1 Finger dick, aber nicht überall gleich breit. Da, wo das Ende der Speichen in ihn eingreift, ist er 1 Fuß 1 Hand und 1 Finger breit, dann wird er allmählich schmäler, so daß sein schmälster Teil nur noch 2 Hand und 2 Finger breit ist.

Abb. 908: Wasserradwelle mit Vorgelege und Daumenwelle. Die erste Welle A. Das Wasserrad B. Das mit Spillen versehene Vorgelege C. Die zweite Welle D. Das mit Zähnen versehene Rad E. Seine Speichen F. Seine Felgen G. Seine Zähne H. Die Daumen der Welle I.
Die Viertelkreise des inneren und äußeren Teiles werden so miteinander verbunden, daß jedes äußere Viertel in der Mitte eines inneren und jedes innere Viertel in der Mitte eines äußeren endigt. Es ist klar, daß dadurch eine größere Festigkeit des Rades erzielt wird. Die inneren und äußeren Viertelkreise werden außerdem mit zahlreichen Holzstiften aneinander befestigt. Jeder Viertelkreis ist an seinem Umfang gemessen 4 Fuß und 3 Hand lang.
Vorhanden sind weiter vier Speichen, 2 Hand breit, 1 Hand und 1 Finger dick und ohne Zapfen 2 Fuß und 3 Finger lang. Ihr eines Ende wird in die Welle eingefügt und dort mit hineingetriebenen Pflöcken gesichert; das andere bis zur Dicke des äußeren Viertelkreises dreieckig gestaltete Ende wird in den breiten Teil des ihm gegenüberliegenden Viertelkreises eingefügt und durch einen hölzernen Stift, der von dem unteren Viertelkreis aus eingeschlagen wird, mit ihm verbunden. Der dreieckig gestaltete Teil der Speiche liegt innen, der einfache außen. Der erstgenannte dreieckige Teil hat zwei gleiche gerade Seiten von der Länge einer Hand. Der darunterliegende ist anders, nämlich 5 Finger lang gerade, indem ein Teil der Krümmung weggeschnitten ist.
Das Zahnrad besitzt 60 Zähne; so viele sind erforderlich, damit das mit Spillen versehene Rad zwei Umdrehungen macht in der Zeit, in der das Zahnrad selbst sich nur einmal dreht. Die Zähne sind 1 Fuß lang; sie stehen aus dem inneren Kreisring 1 Hand, aus dem äußeren 3 Finger hervor. Ihre Breite beträgt 1 Hand, ihre Dicke 2 ½ Finger. Selbstverständlich müssen sie, ebenso wie die Spillen des Vorgeleges, um je 3 Finger voneinander abstehen.
Die Dicke der zweiten Welle muß den Abmessungen der Speichen und der Kreisringe entsprechen. Da je zwei Daumen der Welle allemal einen Schwengel herabzudrücken haben, müssen 24 solcher Daumen vorhanden sein. Sie ragen 1 Fuß 1 Hand und 1 Finger über die Welle heraus und besitzen am Ende annähernd die Form eines Halbkreises, dessen breiterer Teil 3 Hand und 1 Finger breit ist. Sie sind auf die vier Seiten des Umfanges der Welle verteilt, oben, unten, rechts und links. Infolgedessen besitzt die Welle zwölf Durchbohrungen. Die erste verläuft von oben nach unten, die zweite von einer Seite zur andern. Die erste ist von der zweiten um 4 Fuß 2 Hand entfernt. In gleicher Weise sind allemal je zwei der folgenden Durchbohrungen angeordnet und durch gleiche Zwischenräume getrennt. Da stets zwei Daumen einander gegenüberliegen müssen, wird der erste von oben, der zweite von unten in die Durchbohrung eingesteckt und durch eingetriebene Pflöcke gesichert, damit er nicht herausfallen kann. Der dritte Daumen wird in die zweite Durchbohrung von rechts, der vierte von links eingesteckt und die übrigen Daumen in der gleichen Weise in die folgenden Durchbohrungen. Auf diese Weise drücken die Daumen die Schwengel abwechselnd nieder. Es soll aber nicht verschwiegen werden, daß dies unter vielen anderen Möglichkeiten nur eine Art von Wellen ist, die mit Daumen und Wasserrad versehen sind.
Über das Vorstehende habe ich sehr ausführlich gesprochen. Indes hielt ich es für notwendig, weil ohne all diese Einrichtungen das Verschmelzen der Erze, zu dem ich mich nun wenden werde, nicht geschehen kann.
Für das Verschmelzen der Gold-, Silber-, Kupfer- und Bleierze in Öfen hat man vier verschiedene Verfahren; das eine eigentlich für reiche Gold- oder Silbererze, das zweite für solche mit mittleren Gehalten, das dritte für arme Erze, das vierte für Kupfer- oder Bleierze, gleichgültig, ob sie Edelmetalle enthalten oder nicht. Das erste Schmelzverfahren wird in einem Ofen ausgeführt, dessen Stich stets geschlossen ist, die drei anderen in Öfen mit stets offenem Stich.
Ich will nun zuerst über die Art, wie die Öfen für das Schmelzen vorgerichtet werden, und zwar zunächst über das erste Schmelzverfahren, sprechen. Die Masse, aus der Tiegel und Vorherd des Ofens hergestellt zu werden pflegen, besteht aus Kohle und Lehm.
[6] Agricola braucht hier die Bezeichnung terra. Hierunter in mehr oder weniger feuerfester Ton oder Lehm zu verstehen. Ein Gemiscb dieser Erden und Kohlen bezeichnet der Hüttenmann als "Gestübbe". Siehe auch 11. Buch Anm. 48.
Die Kohle wird im Pochtrog mit Pochstempeln zerkleinert. Der obere Teil des Pochtroges wird mit einer Platte verschlossen, durch den unteren offenen Teil fallen die zerkleinerten Kohlen heraus. Die Stempel sind nicht mit Eisen beschlagen; nur an ihrem Ende sind sie mit einem eisernen Ring eingebunden.

Abb. 909: Pochwerk zum Zerkleinern von Kohlen. Die Kohlen A. Der Pochtrog B. Die Pochstempel C.
Das durch das Pochen entstandene Kohlenpulver wird in ein Sieb gegeben, dessen Boden aus geflochtenen Holzspänen besteht. Das Sieb wird über zwei hölzerne oder eiserne Stäbe, die in Form eines Dreieckes über ein Sammelgefäß gelegt werden, oder über einen bankartigen, auf dem Erdboden stehenden Rahmen hin und her gezogen. Das Pulver, das in das Sammelgefäß oder auf den Erdboden fällt, ist in dieser Form geeignet. Die Kohlenstücke aber, die im Sieb zurückbleiben, werden herausgenommen und wieder unter die Pochstempel gegeben.
Der geförderte Lehm wird zunächst der Sonne ausgesetzt, damit er trocknet, sodann mit einer Schaufel auf ein schräg stehendes, durch Stäbe gestütztes, aus dicken, nicht ganz aneinander liegenden Haselnußruten gefertigtes Stangensieb
[7] Ein sogenannter Durchwurf.
geworfen, durch dessen Schlitze das Feine und kleinere Klümpchen hindurchfallen, während die größeren Klumpen und Steine von dem Stangensieb herab auf den Erdboden rollen. Das Feine wird mit einem zweirädrigen Karren in das Schmelzhaus gebracht und dort gesiebt. Das hierzu dienende, dem oben beschriebenen ähnliche Sieb wird in gleicher Weise auf zwei quer über einen langen Sammelbehälter gelegten Stäben hin und her gezogen; das Durchfallende ist dann für die Verwendung geeignet. Die auf dem Sieb verbleibende Gröbe wird teils weggeworfen, teils unter die Pochstempel gebracht. Das Lehmpulver wird mit dem Kohlenpulver gemengt, angefeuchtet, in einer Grube aufbewahrt, damit es lange brauchbar bleibt, und diese mit Brettern zugedeckt, damit es nicht verunreinigt wird.
Auf 2 Teile Kohlenpulver nimmt man 1 Teil Lehm und mischt beides gut mit einer Hacke durcheinander. Dann feuchtet man das Gemisch durch darauf gegossenes Wasser so weit an, daß man Batzen, ähnlich wie Schneebälle, daraus formen kann.

Abb. 910: Siebe zum Absieben des Kohlenpulvers. Das Sammelgefäß A. Das Sieb B. Die Stäbe C. Der bankartige Rahmen D.
Je leichter das Pulver ist, desto mehr Wasser braucht man, je schwerer, desto weniger. Mit dem Gemisch wird ein neuer Ofen innen ausgekleidet, sowohl, damit etwa vorhandene Fugen der Ofenwände ausgefüllt werden, als auch, um die Steinmauer vor dem Feuer zu schützen. In alten, schon zum Schmelzen in Gebrauch gewesenen Öfen stößt der Vormann nach dem Erkalten zunächst die Ofenbrüche, die sich an den Wänden angesetzt haben, mit einem eisernen Spaten ab, holt sie mit einer Schaufel und mit einer fünfzinkigen Gabel heraus und zerkleinert sie. Wenn dabei die Wände beschädigt werden, müssen die Löcher zunächst mit Steinen oder Ziegeln ausgebessert werden. Er führt diese mit der Hand durch die Brust des Ofens ein oder, auf einer an den Ofen angelehnten Treppe stehend, durch den oberen offenen Teil.
[8] d. h. durch die sogenannte "Gicht" des Ofens.
Am oberen Ende der Treppe ist ein Brett befestigt, damit er sich vorwärts und rückwärts beugen kann. Auf dieser Treppe stehend bekleidet er die Wände des Ofens mit der Masse, und zwar mittels eines hölzernen Spatels, der 4 Fuß lang, 1 Finger dick und am unteren Ende auf die Länge eines Fußes 1 Hand oder auch mehr, im Übrigen aber nur 2 ½ Finger breit ist. Mit ihm bringt er auch die innere Auskleidung der Ofenwände auf gleichmäßige Stärke.

Abb. 911: Durchwurf und Sieb zum Absieben von Lehm. Das Stangensieb A. Die Stütze B. Eine Schaufel C. Ein zweirädriger Karren D. Das Sieb E. Die Querstäbe F. Das Sammelgefäß G. Die abgedeckte Grube H.
Die Mündung der Winddüse soll nicht über die Auskleidung hervorragen, damit nicht Eisenausscheidungen,
[9] Gemeint sind wahrscheinlich weniger Eisenausscheidungen (materia ferruminata) als erstarrte Schlacken, die sich um den eindringenden kalten Windstrahl herum bilden können. Solche röhrenförmigen Gebilde nennt der Hüttenmann "Nasen".
die sich um sie herum bilden, den Schmelzgang stören. Denn sie verhindern das Eindringen des Gebläsewindes in den Ofen.
Ferner wirft derselbe Vormann etwas Kohlenpulver in den Vorherd, streut Lehmpulver darüber, gießt aus einem kleinen Gefäß Wasser darauf und verteilt alles mit einem Rutenbesen. Sodann spült er mit einem kräftigen Wasserstrahl das Gemisch in den Tiegel des Ofens und verteilt es dort. Endlich bringt er noch weiter angefeuchtetes Gemisch in den Ofen, steigt wiederum auf die Treppe und schlägt mit einem in den Ofen eingeführten Stampfer das Pulver zusammen, damit der Ofentiegel fest wird. Der Stampfer ist rund, 3 Hand lang, am unteren Ende 5 Finger, am oberen Ende 3 ½ Finger dick; er soll die Form eines abgestumpften Kegels besitzen. Der Stiel des Stampfers ist 5 Fuß lang und 2 ½ Finger dick. Das obere Ende des Stampfers, in den der Stiel eingefügt wird, ist mit einem 2 Finger breiten Eisenband umwunden. Manche verwenden an Stelle dieses Stampfers zwei runde Stampfer, die am oberen wie am unteren Ende 3 ½ Finger dick sind. Andere nehmen zwei hölzerne Spatel, indes sind die Stampfer vorzuziehen.
In gleicher Weise wird in die außerhalb des Ofens liegende Vertiefung Gestübbe eingebracht, angefeuchtet und mit einem Stampfer fest geschlagen. Wenn sie beinahe voll ist, wird eine neue Menge eingebracht und nach oben gegen die kupferne Düse ansteigend mit einem Stampfer festgeschlagen, so daß der Tiegel, einen Finger unter der Düse beginnend, nach dem Vorherd zu abfällt und so das Metall ausfließen kann. Dies wird wiederholt, bis der Vorherd ganz voll ist. Dann wird er mit einem gebogenen Blech von 2 Hand und 2 Finger Länge und 3 Finger Breite, welches oben stumpf, unten zugeschärft ist, ausgehöhlt, so daß eine runde Vertiefung vom 1 Fuß Durchmesser und 2 Hand Tiefe entsteht, wenn sie einen Zentner Blei fassen soll; wenn nur 70 Pfund, so hat sie 3 Hand Durchmesser und ähnlich wie vorhin 2 Hand Tiefe. Die Vertiefung wird wieder mit einem runden kupfernen Stampfer festgeschlagen. Dieser ist je 5 Finger lang und dick. Seine Handhabe ist rund, gekrümmt und 1 ½ Finger dick. Oder man nimmt einen anderen kupfernen Stampfer von der Form eines oben abgeschnittenen Kegels, an den oben ein zweiter umgekehrter Kegel angesetzt ist, so daß man den mittleren Teil des Stampfers mit der Hand fassen kann. Der untere Kegel ist 6 Finger hoch, am unteren Ende 5 Finger, am oberen 4 Finger dick. Andere verwenden stattdessen einen hölzernen Spatel, der unten 2 ½ Hand breit und 1 Hand dick ist.
Nachdem der Vormann den Vorherd hergerichtet hat, kehrt er zum Ofen zurück und verschmiert die Brust auf beiden Seiten und oben mit gewöhnlichem Lehm. Unter die Brust bringt er Lehm, den er vorher in Kohlenpulver gewälzt hat, um zu vermeiden, daß der Lehm etwas von der Auskleidung des Ofens an sich zieht und diese dadurch beschädigt wird. Sodann steckt er in die Brust einen geraden runden Stab von 3/4 Fuß Länge und 3 Finger Dicke. Endlich legt er auf den Lehm eine Kohle, die so hoch und breit ist, daß der Stich gänzlich bedeckt wird. Wenn eine Kohle von dieser Größe nicht vorhanden ist, verwendet er zwei Stücken. Wenn der Stich in dieser Weise verschlossen ist, bringt er eine aus Holzspänen geflochtene Mulde voll Kohlen in den Ofen. Damit hierbei die den Stich verdeckende Kohle nicht abfällt, hält sie der Vormann mit der Hand fest. Die in den Ofen geworfenen Kohlen sollen eine mittlere Größe besitzen, denn große Stücken verhindern, daß der Wind aus dem Stich des Ofens herausbläst und den Vorherd erhitzt. Nachdem der Vormann die vor dem Stich befindliche Kohle mit Lehm verschmiert und den Stab aus der Stichöffnung herausgezogen hat, ist der Ofen fertig.
Nun wirft der Vormann von neuem vier bis fünf hölzerne Mulden voll größerer Kohlen in den Ofen und füllt ihn ganz mit Kohlen voll. Einige wenige Kohlen gibt er in den Vorherd und legt auf sie glühende Kohlen, damit der Vorherd warm wird. Damit aber die aus dem Ofenstich herausblasende Flamme die Kohlen nicht entzündet, verschließt er den Stich mit Lehm oder verdeckt ihn mit einem Topfscherben. Manche wärmen den Vorherd auch nicht schon am Abend an, sondern füllen ihn bis an den Rand mit großen Kohlen, die dicht aneinander liegen.

Abb. 912: Die für die Zustellung eines Schachtofens erforderlichen Werkzeuge und der fertige Ofen. Der Ofen A. Die Treppe B. Das an der Treppe befestigte Brett C. Die Hacke D. Die fünfzinkige Gabel E. Der hölzerne Spatel F. Der Rutenbesen G. Der Stampfer H. Die gleichmäßig dicken Stampfer I. Zwei hölzerne Spatel K. Das gekrümmte Blech L. Der kupferne Stampfer M. Eine andere Form des kupfernen Stampfers N. Der breite hölzerne Spatel O. Der ins Stichloch gesteckte Stab P. Der hölzerne Spankorb (Mulde) Q. Zwei Ledereimer, die beim Ausbruch eines Brandes zum Löschen dienen R. Eine demselben Zweck dienende Messingspritze S. Zwei Feuerhaken T. Eine Feuerkrücke V. Arbeiter, der mit einem eisernen Werkzeug Lehm zerschlägt X.
Wenn man nach der ersten Art verfährt, so reinigt man am Morgen den Vorherd und entfernt die kleinen Kohlenstückchen und die Asche. Im zweiten Falle werden am Morgen brennende Späne, die der Wächter vorbereitet hat, auf die Kohlen gelegt.
Um die vierte Morgenstunde beginnt der Vormann seine Arbeit. Er bringt zunächst durch das kupferne Rohr zwischen den Nasen der Blasbälge hindurch glühende Kohlen in den Ofen und facht das Feuer mit den Blasbälgen an. In einer halben Stunde sind dann Tiegel und Vorherd genügend heiß geworden. Wenn schon am vorhergehenden Tage Erze in dem Ofen geschmolzen worden waren, geht es schneller, wenn nicht, dauert es länger. Hat man den Tiegel und den Vorherd nicht erhitzt, bevor man das zu schmelzende Erz einbringt, so werden sie beschädigt und man erleidet Verlust an Metall. Denn wenn die Masse, aus der Ofen und Vorherd hergestellt sind, im Herbst feucht, im Winter gefroren ist, wird sie reißen und unter donnerndem Geräusch zugleich mit dem Metall herausgeschleudert werden und so auch die Mannschaft stark gefährden.
Hierauf gibt der Vormann Schlacken in den Ofen, welche schmelzen und in den Vorherd fließen. Er verschließt dann den Stich mit Lehm, dem Kohlenpulver beigemischt ist. Hierzu klebt er einen Klumpen davon mit der Hand vorn an ein Rundholz von 3 Finger Dicke und 2 Hand Länge, dessen Stiel 3 Fuß lang ist. Dann entfernt er mit einer gekrümmten Stange die Schlacken aus dem Vorherd und bringt, wenn er reiche Gold- oder Silbererze zu verschmelzen hat, dafür einen Zentner Blei hinein, bei armen Erzen nur einen halben Zentner. Denn erstere brauchen viel, letztere wenig Blei. Auf das Blei legt er brennende Holzspäne, damit es einschmilzt. Nun folgen sich die Arbeiten in bestimmter Reihenfolge: zuerst bringt er so viel aus Kiesen erschmolzenen Stein in den Ofen, als für das betreffende Erz erforderlich ist, sodann das Erz, gemengt mit Bleiglätte, Herdblei und leicht schmelzenden Zuschlägen der zweiten Art,
[10] siehe 7. Buch.
jedes Mal zwei Mulden voll, ferner eine Mulde voll Kohlen und zuletzt wieder Schlacken. Wenn der Ofen mit diesen genannten Stoffen gefüllt ist, wird das Erz allmählich schmelzen. Er darf aber nicht zu viel an die Hinterwand des Ofens setzen, damit sich keine Ansätze um die Düsen des Blasebalges bilden können, die den Eintritt des Windes hindern und bewirken würden, daß das Feuer weniger lebhaft brennt.
Dies ist der Brauch der hervorragendsten Hüttenleute, welche die vier Elemente
[11] d. h. die vier Elemente nach damaliger Auffassung: Feuer, Wasser, Luft und Erde.
in richtigem Verhältnis zu benutzen verstehen. Es benutzt sie derjenige, der die Erden enthaltenden Erze gerade in der richtigen Mischung in den Ofen bringt, der das Wasser in einer dem Zweck entsprechenden Menge anwendet, der geschickt die Windzufuhr regelt und der das Erz an die Stelle des Feuers bringt, die die richtige Hitze hat. Der Vormann träufelt nach und nach Wasser an alle Seiten des Ofens und feuchtet die Kohlen an, damit an ihnen die staubförmigen Erzteilchen hängenbleiben, die andernfalls durch den Gebläsewind und die Gewalt des Feuers aufgewirbelt und fortgerissen werden und mit dem Rauch entweichen würden. Da aber die zu verschmelzenden Erze sehr verschiedene Beschaffenheit besitzen, muß der Schmelzer seinen Tiegel im Ofen tief oder weniger tief machen, die Neigung der Düse, in der die Nasen der Blasebälge gelagert sind, verändern
[12] Die Neigung der Düse gegen die Wagrechte nennt der Hüttenmann "das Stechen der Düse".
und den Wind bald mit geringerem, bald mit größerem Druck in den Ofen einblasen. Bei Erzen, die sich schnell erhitzen und leicht schmelzen, soll der Tiegel weniger tief sein, die Düse eine schwache Neigung besitzen und der Wind geringen Druck haben; dagegen soll bei schwerschmelzenden Erzen der Tiegel tief, die Düse stark geneigt und der Wind stark gepreßt sein. Bei diesen ist es auch nötig, den Ofen dadurch in gute Hitze zu bringen, daß man vorher Schlacken oder Kiese oder leicht schmelzende Zuschläge darin schmilzt, damit die Erze nicht am Boden des Ofens festbacken, den Stich verstopfen und den Ofen gewissermaßen ersticken. Das geschieht aber leicht, wenn feiner Erzstaub, wie er beim Verwaschen der Erze entsteht, bis zum Boden des Ofens heruntergelangt. Die großen Blasebälge sollen weite Nasen besitzen. Wenn sie eng sind, wird der reichliche und kräftige Wind zu stark gepreßt und zu heftig in den Ofen eingeblasen; er bringt so die geschmolzenen Massen zum Erstarren, läßt Ansätze um die Düse herum entstehen und macht den Stich des Ofens zu, wodurch dem Besitzer großer Schaden erwachsen würde. Wenn sich das Erz an einer Stelle anhäuft und nicht schmilzt, so steigt der Schmelzer auf eine an den Ofen angelehnte Treppe und zerteilt die Ansätze mit einer zugespitzten oder mit einem Haken versehenen Eisenstange; mit ihr entfernt er auch Ansätze von Erz, die sich um die Düse herum gebildet haben, indem er eine solche Stange durch das Rohr, in welchem die Nasen der Blasebälge liegen, einführt.
Nach einer Viertelstunde, wenn das Blei, welches der Vormann in den Vorherd gelegt hat, eingeschmolzen ist, öffnet er den Stich mit einem Stecheisen. Dies ist eine eiserne Stange von 3 ½ Fuß Länge, vorn zugespitzt und ganz wenig gebogen, hinten zu einer Hülse ausgeschmiedet, in die ein 3 Fuß langer Stiel eingesteckt wird; seine Dicke ist so, daß er bequem in der Hand gehalten werden kann. Nunmehr fließen zunächst Schlacken aus dem Ofen in den Vorherd; in ihnen befindet sich dann mit Metall gemischter Stein oder an der Schlacke anhängendes verändertes Metall, ferner fließen Erden und erstarrte Lösungen und der aus den verschmolzenen Kiesen entstandene Stein aus; endlich das Gold oder Silber, welches von dem im Vorherd befindlichen Blei aufgenommen wird. Nachdem aber die ausgeflossenen Massen eine Zeitlang im Vorherde verblieben sind, damit sich die einzelnen Bestandteile voneinander trennen können, zieht der Arbeiter zuerst mit einem Schlackenhaken oder einer eisernen Schlackengabel die Schlacken ab, die als leichtester Bestandteil oben aufschwimmen. Dann entfernt er den aus den Kiesen erschmolzenen Stein, der, von mittlerer Schwere, sich in der Mitte befindet. Die Legierung von Gold oder Silber mit dem Blei, welches als schwerster Bestandteil am Boden liegt, beläßt er im Tiegel. Da aber die Schlacken sehr ungleichartig sein können, indem die obersten nur wenig, die tiefer liegenden mittlere Mengen, die zu unterst befindlichen viel Metall enthalten, so stürzt er diese getrennt an verschiedene Plätze, damit er zu jeder einzelnen Post, wenn sie wieder mit verschmolzen werden soll, die am besten geeigneten Zuschläge und so viel B1ei zugeben kann, als nach dem in den Schlacken vorhandenen Metallgehalt erforderlich ist. Wenn die Schlacken nach dem Umschmelzen einen starken Geruch von sich geben, so enthalten sie noch etwas Metall, wenn sie nicht riechen, kein Metall mehr. Getrennt gehalten wird auch der Stein, der, da er im Vorherd unmittelbar auf dem Metall aufliegt, mehr Metall als die Schlacken enthält. Alle die einzelnen Steinscheiben legt er aufeinander und bildet so einen Kegel, indem er die mit dem größten Durchmesser zu unterst legt.
[13] Der im Vorherd erstarrte Stein bildet Scheiben vom Durchmesser des Vorherdes. Ist dieser voll, so wird ihr Durchmesser groß. Je weniger voll er war, desto geringeren Durchmesser haben die Steinscheiben.
Der Schlackenhaken besitzt am unteren Ende einen Haken, woher sein Name rührt; im Übrigen ist er einer gewöhnlichen Stange ähnlich.
Nach kurzer Zeit verschließt der Vormann den Stich des Ofens wieder und füllt letzteren von neuem mit den obengenannten Teilen der Beschickung. Nachdem das Erz wieder geschmolzen ist, öffnet er den Stich und entfernt die in den Vorherd geflossenen Schlacken und den Stein aus ihm mit dem Schlackenhaken. Diese Arbeiten wiederholt er so lange, bis eine gewisse bestimmte Menge Erz verschmolzen und die Schicht
[14] Eine Schicht ist die von einer Belegschaft an einem Tage verfahrene Zeit.
zu Ende ist. Bei reichem Erz dauert eine solche Schicht 8 Stunden, bei armem Erz länger. Wenn die Erze aber ganz besonders reich sind, wird, weil ihre Verschmelzung weniger als 8 Stunden erfordert, eine zweite Schicht mit der ersten verbunden, so daß die Arbeitszeit im Ganzen 10 Stunden beträgt. Wenn alles Erz verschmolzen ist, wird eine Mulde voll Bleiglätte und Herdblei in den Ofen aufgegeben, um Metallteilchen, die an den Ansätzen im Ofen hängengeblieben sein können, abzuschmelzen und auszubringen. Nachdem die ausgeflossenen Schlacken und der Stein zum letzten Male aus dem Vorherd entfernt worden sind, wird das gold- oder silberhaltige Blei mit einer Kelle in kupferne oder eiserne Gußformen
[15] Die Gußformen besaßen zur Zeit Agricolas eine annähernd halbkugelförmige Gestalt, wie aus der Abbildung hervorgeht. Man nannte die Barren daher panes, d. h. Brote oder Kuchen.
ausgeschöpft. Diese sind 3 Hand weit und 3 Finger tief; sie werden vor dem Gießen innen mit Lehm bestrichen, erwärmt und getrocknet, damit sie durch die glühende Masse nicht geschmolzen oder zersprengt werden. Die eiserne Kelle besitzt einen Durchmesser von 2 Hand und ist sonstigen Kellen ähnlich. Alle derartigen Kellen besitzen einen eisernen Stiel, der so lang sein muß, daß der eingesteckte hölzerne Stiel nicht verbrennt. Wenn das edelmetallhaltige Werkblei
[16] Lat. stannum; damit bezeichnet Agricola hier und an anderen Stellen edelmetallhaltiges Blei also Werkblei oder auch Reichblei. Die Bezeichnung des Zinns als stannum stammt erst aus späterer Zeit.
ausgekeilt ist, verwiegen der Schichtmeister und der Aufseher den Stein.
Nunmehr bricht der Vormann die ganze Ofenbrust mit einer Brechstange auf und entfernt mit einem Schlackenhaken, einer Hacke und einer fünfzinkigen Gabel die Ansätze und Kohlen aus dem Ofen. Jener Brechstange ähnlich ist der Schlackenhaken geformt, nur größer und dicker. Der Stiel des Schlackenhakens ist 6 Fuß lang und besteht in der einen Hälfte aus Eisen, in der andern aus Holz. Nachdem der Ofen abgekühlt ist, stößt der Vormann die an den Ofenwänden angesetzten Ofenbrüche mit einem vorn zugeschärften viereckigen Spatel von 6 Finger Länge und 1 Hand Breite ab. Dieser Spatel besitzt einen Stiel von 4 Fuß Länge und besteht in der einen Hälfte aus Eisen, in der andern aus Holz. Dies ist die erste Art der Schmelzverfahren.
Die reichen Gold- und Silbererze können, da sie aus sehr ungleichartigen Bestandteilen zusammengesetzt sind, von denen die einen rascher, die anderen langsamer schmelzen, aus drei Gründen durch kein anderes Verfahren schneller und zweckmäßiger verschmolzen werden. Der eine Grund ist der, daß der Schmelzer jedes Mal, wenn er das verschlossene Stichloch öffnet, beurteilen kann, ob das Erz nicht zu langsam oder zu schnell geschmolzen ist, oder ob es, teilweise verdampfend, sich etwa nicht zu einer gleichmäßigen Schmelze vereinigt hat. Im ersten Fall ist der Schmelzgang zu langsam, wodurch erhöhte Kosten erwachsen, im zweiten Falle fließt das Metall mit Schlacken gemischt aus dem Ofen in den Vorherd und muß unter Aufwand neuer Kosten nochmals durchgeschmolzen werden; im dritten Falle wird ein Teil des Metalls durch die Hitze des Feuers verzehrt. Gegen diese Fehler gibt es folgende Mittel: wenn das Erz zu langsam schmilzt und sich nicht zu einer gleichmäßigen Schmelze vereinigt, muß man die Menge der Zuschläge erhöhen, die das Schmelzen befördern, wenn es zu schnell schmilzt, diese verringern. Der zweite Grund liegt darin, daß wir jede einzelne Menge der Legierung des Bleies mit dem Gold oder Silber, die wir Werkblei nennen, probieren können, sobald sie nach der Öffnung des Stiches den Ofen verlassen und sich im Vorherd angesammelt hat. Eine solche Probe belehrt uns darüber, ob das Werkblei beim zweiten oder dritten Stich nicht etwa reicher an Gold oder Silber geworden ist als beim ersten, und ob die Legierung nicht mehr fähig und nicht geeignet ist, noch weiteres Gold oder Silber aufzunehmen. Wenn die Legierung zu reich geworden ist, wird sie durch Hinzufügen einer Menge reinen Bleies wieder geeignet gemacht, wenn man nicht das gesamte Blei aus dem Tiegel abstechen und durch neues ersetzen will. Der dritte Grund ist der, daß, wenn der Stich des Ofens während des Schmelzens unter den sonstigen eingehaltenen Bedingungen immer offen wäre, zuerst die leicht schmelzenden Zuschläge aus ihm herausfließen würden, noch bevor die reichen Gold- und Silbererze hoch genug erhitzt und geschmolzen sind, da Erze dieser Art länger der Einwirkung der Hitze widerstehen. Die Folge würde sein, daß ein gewisser Teil des Erzes entweder verbrannt wird oder in die Ofenbrüche geht. Tatsächlich findet man bisweilen kleine Brocken ungeschmolzenen Erzes in diesen Ofenbrüchen. Wenn aber andererseits die Erze bei geschlossenem Stich geschmolzen werden, müssen sie gleichzeitig mit den Zuschlägen flüssig und mit ihnen gemischt werden. Denn wenn auch die Zuschläge schneller als die Erze schmelzen, so lösen sie doch, wenn sie im Ofen eingeschlossen bleiben, dann die schwer schmelzenden Erze auf und bringen sie mit dem Blei in innige Berührung. Denn dieses Blei im Ofen löst Gold oder Silber genauso auf, wie Zinn oder wie das im Vorherd geschmolzene Blei oder Zinn anderes nicht geschmolzenes Blei oder Zinn auflöst, wenn dieses hineingeworfen wird. Wenn man aber geschmolzenes Blei auf ungeschmolzenes gießt, wird letzteres, da das geschmolzene nach allen Seiten abfließt, nicht flüssig. Hieraus folgt, daß man reiche Gold- oder Silbererze in Öfen mit immer offenem Stich nicht mit dem gleichen Nutzen verschmelzen kann wie in Öfen, deren Stich von Zeit zu Zeit zugemacht wird, damit in dieser Zeit das Erz mit den Zuschlägen zusammen sich verflüssigen kann, die geschmolzene Masse erst nach Öffnen des Stiches in den Vorherd fließt und sich dort mit dem in ihm befindlichen geschmolzenen Blei vermischt. Das geschilderte Verfahren ist das bei uns und in Böhmen gebräuchliche.
Obwohl die übrigen drei Schmelzverfahren sich insofern ähneln, als bei allen der Stich der Öfen immer offen ist, damit die geschmolzenen Massen ununterbrochen ausfließen können, unterscheiden sie sich doch in anderer Beziehung sehr voneinander. Der Stich des ersten Ofens liegt höher im Ofen und ist enger als bei dem dritten und bisweilen verdeckt und nicht sichtbar. Er mündet in einen oberen Vorherd, der 1 ½ Fuß über dem Fußboden liegt, damit man links von ihm noch einen zweiten, tieferen Vorherd anlegen kann.

Abb. 913: Tiegelofen mit geschlossenem Auge. Drei Öfen A B C. Am ersten steht der Schmelzer, der das Blei aus dem Vorherd in die Gußformen auskellt. Der Vorherd D. Die Kelle E. Die Gußformen F. Der runde hölzerne Stampfer G. Am zweiten Ofen steht der Schmelzer, der den Stich öffnet. Das Stecheisen H. Am dritten, aufgebrochenen Ofen steht der Arbeiter auf der angelehnten Treppe und stößt die Ansätze ab. Die Treppe I. Der Spatel K. Ein Schlackenhaken L. Der Aufseher trägt einen Kuchen, in den er eine Spitzhacke eingeschlagen hat, zur Wage M. Ein anderer Aufseher öffnet eine Kiste, in der er die ihm gehörigen Sachen aufbewahrt N.
In diesen werden, nachdem die aus dem Ofen durch den verdeckten Stich ausgeflossenen Schlacken mit dem Schlackenhaken entfernt worden sind, aus dem oberen Vorherd, sobald er ziemlich voll ist, das gold- oder silberhaltige Werkblei und die geschmolzenen Kiese, durch deren Zerlegung der Stein entsteht, abgestochen; die Steinscheiben werden zerschlagen und gehen in den Ofen zurück, um alles Metall aus ihnen zu gewinnen. Das Werkblei wird in eiserne Gußformen ausgekellt. Der Schmelzer verwendet außer Blei und sonstigen bekannten Zuschlägen auch noch andere, und zwar die für jedes besondere Erz geeigneten, über die ich im siebenten Buche sehr ausführlich gesprochen habe.
[17] Siehe 7. Buch.
Ein derartiges Schmelzen ist gut für Erze, die leicht flüssig werden, da sie rasch schmelzen, aber nicht gut für schwerschmelzige Erze, die lange Zeit zum Schmelzen brauchen. Denn da solche Zuschläge nicht lange im geschmolzenen Zustand im Ofen verbleiben, vermögen sie keine genügende Wirkung auf die Beschickung auszuüben. Dagegen ist dieses Verfahren sehr geeignet für das Verschmelzen von leicht schmelzenden Ofenbrüchen und von Schlacken. Der Schmelzer muß aber geschickt und erfahren und schon von vornherein darauf bedacht sein, daß er nicht mehr Erz und Zuschläge in den Ofen gibt, als dieser vertragen kann.
Das Geistübbe, aus dem der Tiegel und der Vorherd dieses und des folgenden Ofens hergestellt zu werden pflegen, besteht meist aus gleichen Teilen Lehm und Kohlenpulver oder aus diesen Bestandteilen und einem gleichen Teil Asche. Wenn der Tiegel des Ofens fertiggemacht wird, legt man ein Rundholz ein, das vom oberen Ende des Tiegels bis zum Vorherd reicht, und zwar höher bei leicht schmelzenden, weniger hoch bei schwer schmelzenden Erzen. Nach der Fertigstellung des Tiegels und des Vorherdes wird das Rundholz rückwärts in den Ofen wieder herausgezogen, so daß der Stich offen ist; durch ihn fließen die geschmolzenen Massen ununterbrochen in den Vorherd, der ganz dicht am Ofen liegen muß, damit er möglichst heiß und so die Metallegierung reiner wird.
[18] damit Metall, Stein und Schlacke, die gemeinsam in den Vorherd fließen, sich möglichst vollkommen nach ihren spezifischen Gewichten voneinander trennen, müssen die Massen besonders dünnflüssig und daher hocherhitzt sein.
Wenn die Erze schwer schmelzen, darf der Boden des Tiegels im Ofen nicht zu steil abfallen, damit die flüssig gewordenen Zuschläge nicht bereits in den Vorherd fließen, bevor das Erz geschmolzen ist und infolgedessen Metall in den an den Ofenwänden sich bildenden Ansätzen zurückbleibt. Den Tiegel darf der Schmelzer nicht so stark schlagen, daß er zu hart wird, und ebenso wenig darf er das untere Ende des Stiches zu hart schlagen. Denn dann kann er nicht genügend austrocknen und die geschmolzenen Massen können nicht ungehindert aus dem Ofen herausfließen. Schwer schmelzige Erze gibt man möglichst an der hinteren Ofenwand auf, damit sie längere Zeit zum Schmelzen haben, d.h. also in denjenigen Teil des Ofens, in dem die Hitze am größten ist. Auf diese Weise erreicht der Schmelzer, was er beabsichtigt. Wenn die Düse des Ofens hell ist, so zeigt ihm das an, daß alles Erz, welches er an der Ofenwand, in der die Düse liegt, aufgegeben hat, geschmolzen ist. Von leichtschmelzigen Erzen gibt er etwa eine oder zwei Mulden voll in den vorderen Teil des Ofens, damit die Flamme von ihm zurückprallt und auch Ansätze von Erzen, die sich um die Düse herum gebildet haben, wegschmilzt. Dieses Schmelzverfahren ist schon von alters her bei den Rhätern
[19] Das alte Rhätien in das von den Rhätern bewohnte Gebiet der Zentralalpen zwischen dem St. Gotthard und dem Brenner, also etwa das heutige Tirol.
ausgeübt worden, während es in Böhmen noch nicht so alt ist.

Abb. 914: Spuröfen mit zwei untereinanderliegenden Vorherden. Zwei Öfen A B. Der obere Vorherd C. Der untere Vorherd D. Der am ersten Ofen stehende Schmelzer zieht mit einem Schlackenhaken die Schlacken ab. Der Schlackenhaken E. Schlacken F. Der Arbeiter schöpft Wasser in einen Eimer und gießt es auf die glühenden Schlacken, um sie abzulöschen G. Die aus Holzspänen geflochtene Mulde H. Die gewöhnliche Krücke I. Das zu verschmelzende Erz K. Der am andern Ofen stehende Arbeiter stellt durch Stampfen mit zwei Stampfern den Vorherd her. Die Stampfer L, Eine Stange M.
Eine weitere Art der Schmelzverfahren steht gewissermaßen in der Mitte zwischen den beiden andern, bei denen der Stich des Ofens entweder von Zeit zu Zeit geschlossen oder immer offen ist. Nach diesem Verfahren werden Erze verschmolzen, die weder zu viel noch zu wenig Gold oder Silber enthalten, sondern mittlere Gehalte aufweisen, und die leicht schmelzen und reichlich von Blei aufgenommen werden. Es ist erfunden worden, um mit ihm den größten Teil des Erzinhaltes in einem Arbeitsgang ohne große Kosten auszuschmelzen und sofort mit dem Blei zu vermischen. Der hierzu dienende Ofen besitzt zwei Vorherde, der eine liegt zur Hälfte außerhalb des Ofens, zur anderen Hälfte im Ofen selbst, damit das in diesen innerhalb liegenden Teil des Vorherdes hineingebrachte Blei die in den leicht schmelzigen Erzen enthaltenen Metalle aufnimmt. In den äußeren, tiefer liegenden Vorherd fließen das Werkblei und die geschmolzenen Kiese hinab. Wenn man dieses Schmelzverfahren anwendet, so sticht man das gold- oder silberhaltige Werkblei ein- oder mehrmals aus dem oberen Vorherd ab, gibt jedes Mal neues Blei oder Bleiglätte hinein und erneuert diese Zuschläge auch in dem unteren Vorherde. Dieses Schmelzverfahren ist in Noricum in Übung.
[20] Das von Agricola Noricum genannte Land umfaßte das heutige Österreich südlich der Donau, Salzburg, Steiermark und Kärnten.
Bei der dritten Art der Schmelzverfahren ist der Ofen, dessen Stich in gleicher Weise immer offen ist, höher und weiter als die anderen Öfen, und auch die Blasebälge sind größer, damit man
nämlich größere Mengen von Erz in ihn aufgeben kann. Wenn die Gruben dann den Hütten eine genügend große Menge Erz liefern, kann man diese, falls weder der Ofen selbst noch sein Tiegel oder sein
Vorherd beschädigt wird, in einem ununterbrochenen Schmelzgang während dreier Tage und Nächte verarbeiten. Danach aber findet man in einem solchen Ofen alle Arten von Ofenbrüchen. In einem
derartigen Ofen ist der Vorherd meist ganz ähnlich wie in einem Ofen der ersten Art, nur besitzt er einen Abstich, und es muß, da in ihm eine sehr große Menge Erz ununterbrochen geschmolzen wird,
die Massen in flüssigem Zustande ausfließen und die Schlacken abgezogen werden müssen, noch ein zweiter Vorherd vorhanden sein, in den die Schmelze nach Öffnung des Stiches des ersten Vorherdes,
wenn dieser voll ist, hineinfließt. Wenn ein Schmelzer 12 Stunden an einem solchen Ofen gearbeitet hat, wird er durch einen zweiten abgelöst. In dieser Weise werden Kupfer- und Bleierze und auch
die ärmsten Gold- und Silbererze verschmolzen. In den andern drei Ofenarten könnte das wegen der hohen Kosten, die sie verursachen, nicht geschehen. In solcher Weise aber kann Erz, von dem der
Zentner nur ein oder zwei Drachmen Gold oder eine halbe oder eine ganze Unze Silber enthält,
[21] Das entspricht nach den metrischen Gewichten 78 bis 156 g Gold oder 312 bis 625 g Silber in der Tonne (0,0078 - 0,0156 % Au oder 0,0312 - 0,0625 % Ag).
in großer Menge in ununterbrochenem Betrieb und ohne teure Zuschläge wie Frischblei, Bleiglätte oder Herdblei verarbeitet werden. Bei diesem Schmelzverfahren brauchen wir nämlich nur Kiese, die einen kleinen Kupfergehalt besitzen und leicht schmelzen; auch aus Kiesen erschmolzener Stein, wenn er kein Gold oder Silber mehr aufnehmen will, wird allein durch rohe Kiese wieder aufnahmefähig gemacht.

Abb. 915: Sumpfofen mit Sumpf und Vorherd. Zwei Öfen A und B. Der obere Vorherd C. Der untere Vorherd D. An dem einen Ofen steht der Arbeiter und entfernt mit einer eisernen Gabel die Schlacken. Die Gabel E. Die hölzerne Krücke, mit welcher der aus den Kiesen erschmolzene Stein abgezogen wird F. Beim zweiten Ofen der in das Ofeninnere hineinragende Teil des oberen Vorherdes G. Der außerhalb befindliche Teil H. Der Vorarbeiter, der den Vorherd vorrichtet, aber abseits vom Ofen I. Die Stange K. Der hölzerne Stampfer L. Die Treppe M. Die Kelle N.
Wenn aber aus so armen Erzen mit Kiesen allein keine Schmelze erzielt wird, aus der sich ein Stein abscheidet, so gibt man noch andere, vorher noch nicht geschmolzene Zuschläge hinzu, z.B. Bleiglanz, leicht schmelzige Steine der zweiten Art, gereinigten Sand, Marmor, weißen Kalkstein, weißen Schiefer, Eisenerz oder gelben Eisenocker.
[22] Das geschilderte Schmelzverfahren, bei dem man als Ansammlungsmittel für Edelmetalle nicht Blei, sondern einen aus Kieszuschlägen erschmolzenen kupferarmen Stein benutzt, bezeichnet man als "Roharbeit".
Wenn dieses Schmelzverfahren auch ein etwas rohes ist und nicht oft ausgeführt zu werden scheint, so ist es doch kunstvoll und wirtschaftlich, denn ein großes Gewicht an Erz, in dem nur kleine
Mengen Gold, Silber oder Kupfer vorhanden sind, wird dabei zu einer geringen Menge Stein konzentriert, in dem die Metalle enthalten sind. Wenn der bei diesem ersten Schmelzen fallende Stein in
rohem Zustande nicht geeignet ist für die weitere Verarbeitung, bei der entweder Blei die im Stein enthaltenen Edelmetalle aufnimmt oder bei der Kupfer aus ihm dargestellt wird, kann er dafür
geeignet gemacht werden, indem man ihn öfter, manchmal sieben- bis achtmal, röstet, wie ich es im vorigen Buche beschrieben habe. Die Schmelzer, die nach diesem Verfahren arbeiten, sind so
geschickt und erfahren, daß sie das gesamte Gold oder Silber, welches beim Probieren der Erze in ihnen festgestellt wurde, beim Verschmelzen ausbringen. Denn wenn bei diesem ersten Schmelzen auf
Stein 1 Drachme Gold oder ½ Unze Silber zu wenig ausgebracht wird, so gewinnen sie diesen Rest durch ein nochmaliges Umschmelzen der Schlacken.
[23] Sämtliche im 9. Buche bisher beschriebene Öfen sind Gebläseschachtöfen (diese niedrigen wurden Krummöfen genannt), d.h. Öfen, bei denen Erz und Brennstoff im gleichen Ofenraum vorhanden sind. Agricola teilt sie, wie wir es auch heute noch tun, nach ihrer "Zustellung", d.h. nach der Art, wie das Ofeninnere mit der Außenwelt in Verbindung steht, in drei Arten ein. Der zuerst beschriebene Ofen, bei dem der Stich für gewöhnlich geschlossen ist, nur während des Abstechens der geschmolzenen Massen geöffnet und sodann wieder mit Lehm oder Ton verschlossen wird, ist ein Tiegelofen. Der zweite ist ein kleinerer Spurofen mit verdecktem Auge, der vierte ein größerer Spurofen mit offenem Auge; bei ihnen laufen die geschmolzenen Massen ununterbrochen aus dem Ofen heraus in einen tiefer liegenden Vorherd oder eine Spur. Der dritte endlich in ein Sumpfofen, bei dem sich der Tiegel des Ofens in einen außerhalb des Ofens liegenden Vorherd, Sumpf oder Tümpel fortsetzt. Die im folgenden genannten Öfen sind sogenannte Feuer oder Herde. Flammöfen, bei denen ein besonderer, durch eine Feuerbrücke von dem Erhitzungsraum getrennter Feuerraum vorhanden ist, so daß die zu erhitzenden Massen nur mit den heißen Feuergasen in Berührung kommen, kannte man zu Agricolas Zeiten anscheinend noch nicht. Am nächsten kommt ihnen in der Wirkung der im 10. Buche beschriebene Treibofen, besonders der polnische und ungarische.
Obwohl die Bleierze meist in der dritten Art von Öfen, denen mit offenem Auge, verarbeitet werden, verschmelzen viele sie auch in einer besonderen Art von Öfen nach einem Verfahren, das ich kurz
schildern will. Die Kärntner rösten derartige Erze zuerst und zerschlagen und zerkleinern sie dann mit runden, ziemlich breiten Hämmern. Sodann legen sie auf zwei niedrige Mauern eines Herdes,
der sich in einem Ofen befindet, der aus Gesteinen, die dem Feuer widerstehen und durch die Hitze nicht zu Kalk gebrannt werden, errichtet und überwölbt ist, grünes und darauf trockenes Holz. Auf
dieses bringen sie das Erz, aus dem nach Anzünden des Holzes das Bleimetall heraustropft. Es fließt auf eine darunter befindliche geneigte Sohle, die aus Kohlenpulver und Lehm geschlagen ist. In
ihr ist ein großer Tiegel ausgehöhlt, dessen eine Hälfte in den Ofen hineinreicht, während die andere Hälfte aus ihm hervorragt. In ihn fließt das Blei, welches der Schmelzer, nachdem er die
Schlacken und sonstige Verunreinigungen mit einer Kratze abgezogen hat, in andere in der Nähe befindliche Tiegel auskellt, aus denen dann die Bleistücken, nachdem sie erstarrt sind, herausgeholt
werden. In der Rückwand des Ofens befindet sich eine rechteckige Öffnung, damit das Feuer besseren Zug erhält; durch sie kann der Schmelzer, sooft es sich erforderlich macht, in den Ofen
hineinkriechen.

Abb. 916: Großer Spurofen für die Roharbeit.
Zwei Ofen A B. Der Stich des Ofens C. Der dicht am Ofen befindliche Vorherd D. Sein Stich E. Der zweite Vorherd F. An den ersten Ofen tritt ein Arbeiter heran, der
einen mit Kohlen gefüllten, aus Holzspänen geflochtenen Korb trägt G. Am zweiten Ofen steht ein Schmelzer, der mit einem eisernen Haken die Ansätze entfernt, die sich im Stich gebildet haben. Der
eiserne Haken H. Kohlenhaufen I. Karren mit einem aus dicken Ruten geflochtenen Korb, in dem die Kohlen abgemessen werden K. Eiserner Spaten L.
Auch die Sachsen, die in Gittelde
[24] Ort im Braunschweigischen am Harz.
wohnen, stecken, wenn sie Bleierze verschmelzen, Holz durch eine Öffnung in der Rückwand eines einem Backofen ähnlichen Ofens; sobald das Holz beginnt, stark zu brennen, sickert das Blei aus dem Erz aus und fließt in einen Tiegel, dessen Stich nach beendetem Schmelzen mit einem Stecheisen geöffnet wird, so daß das Blei mitsamt den Schlacken in einen untergestellten zweiten Tiegel hineinfließt; die Schlacken werden abgezogen und zuletzt das erkaltete Bleistück aus dem Tiegel herausgeholt.
Die Westfalen errichten aus bis zu zehn Karren Kohlen einen Haufen am Hange eines Hügels da, wo er in die Ebene übergeht, und streichen den Haufen oben glatt. Auf diese Fläche legen sie 3 bis 4 Finger hoch Strohbündel und bringen auf diese so viel reines Bleierz, als darauf geht. Darauf zünden sie die Kohlen an; wenn der Wind geht, facht er das Feuer an, so daß das Erz schmilzt. Auf diese Weise fließt das heraussickernde Blei aus dem Haufen unten an der ebenen Sohle aus und bildet breite, aber nicht sehr dicke Kuchen. Es stehen einige Zentner Bleierze bereit, die sie, wenn die Arbeit gut vonstattengeht, nach und nach aufgeben. Die flachen Bleikuchen, die noch unrein sind, bringen sie auf trockenes Holz. Dieses befindet sich auf einer Unterlage von grünem Holz, das quer über einen großen Tiegel gelegt ist. Nach dem Anzünden des Holzes saigert das Blei aus.
Die Polen bedienen sich eines Herdes von 4 Fuß Höhe, der aus Lehm hergestellt und mit Ziegeln eingefaßt ist; der Herd fällt nach beiden Seiten ab. Auf den oberen flachen Teil des Herdes legen sie große Holzstücken und auf diese kleinere Stücken, und zwischen die einzelnen Stücke bringen sie Lehm. Oben darauf kommen dünne Hobelspäne und auf diese wiederum die reinen Bleierze, die mit starken Holzscheiten bedeckt werden. Nachdem diese angezündet sind, schmilzt das Erz und fließt in das darunter liegende Holz. Wenn auch dieses durch das Feuer aufgezehrt ist, sammeln sie die metallhaltige Masse. Diese wird, wenn nötig, noch ein- oder mehrmals auf gleiche Weise verschmolzen. Die Bleikuchen werden schließlich auf Holz, welches quer über einen großen Tiegel gelegt ist, aufgebracht und so ausgesaigert. Die Schlacken werden zusammen mit dem durch Verwaschen erhaltenen Erzklein in einem Ofen der dritten Art, d.h. einem solchen mit offenem Auge, verschmolzen.
[25] Die hier von Kärnten, Gittelde, Westfalen und Polen beschriebenen Verfahren sind sogenannte Röstreaktionsverfahren, bei denen durch eine teilweise Röstung aus Bleiglanz (Bleisulfid) gewisse Mengen Bleioxyd und Bleisulfat gebildet werden, die dann mit dem unzerlegt gebliebenen Bleisulfid unter Bildung von metallischem Blei und schwefliger Säure reagieren. Diese Arbeit wird heute in vollkommenerer Weise im sogenannten Bleiherd oder im Flammofen ausgeführt.
Sehr nützlich ist es, hinter Öfen, insbesondere hinter solchen, in denen wertvolle Erze verschmolzen werden, Kammern anzubauen, welche die gröberen Teile des noch metallhaltigen Rauches
zurückhalten und aufnehmen. Zu diesem Zwecke werden zwei oder mehr Öfen unter einem gemeinsamen Gewölbe vereinigt, welches auf der Mauer, an die die Öfen angebaut sind, und auf vier Pfeilern
ruht. Unter diesem Gewölbe verrichten die Schmelzer ihre Arbeit. Das Gewölbe besitzt zwei Öffnungen, durch welche der Ofenrauch in jene weite Flugstaubkammer hineinzieht; je größer sie ist, desto
mehr Rauch kann sie aufnehmen. In ihrem mittleren Teil über dem Gewölbe befindet sich eine 3 Hand hohe, 2 Hand breite Öffnung.

Abb. 917: Der kärntner, sächsische, westfälische und ungarische Bleiherd.
Der Kärntner Ofen A. Die eine niedrige Mauer B. Holz C. Das Erz mit dem heraustropfenden Blei D. Der große Tiegel E. Die kleine Tiegel F. Die Kelle G. Bleikuchen H.
Die rechteckige Öffnung in der Rückwand des Ofens I. Der sächsische Ofen K. Die Öffnung in der Rückwand des Ofens L. Holz M. Der obere Tiegel N. Der untere Tiegel O. Das Schmelzverfahren der
Westfalen P. Kohlenhaufen Q. Strohbündel R. Die flachen Bleikuchen S. Der Tiegel T. Der ungarische Herd V.
In diese zieht der Rauch der beiden Öfen, der an den Seiten der Kammer bis zu ihrer Decke aufsteigt und, da er dort nicht entweichen kann, wieder niederfällt; er zieht dann durch den Rauchfang ab. Der Rauchfang oder die Esse, die ganz in die Mauer eingelassen ist, besitzt innen einige eiserne Platten, an denen die im Rauch enthaltenen feineren Metallteilchen sich niederschlagen, während die gröberen, aus denen die Ofenbrüche entstehen, in der Kammer sich ansetzen, wo sie nicht selten Zapfen bilden. An der einen Seite der Flugstaubkammer befindet sich ein Fenster, in welches gläserne Scheiben eingesetzt sind, damit sie Licht durchlassen, den Rauch aber zurückhalten. An der anderen Seite befindet sich eine Tür, die während des Schmelzens der Erze dicht verschlossen gehalten wird, damit kein Rauch entweichen kann. Wenn der Ruß und der Flugstaub ausgekehrt oder die Ansätze abgeschlagen werden sollen, wird sie geöffnet, damit der Arbeiter durch sie in die Flugstaubkammer hineingelangen kann. Zweimal im Jahre werden der mit Ruß vermischte, zusammengekehrte Flugstaub und die abgeschlagenen Ansätze durch einen langen Kanal, der mit rechteckigem Querschnitt aus vier Brettern zusammengefügt ist, damit der Staub nicht davonfliegt, auf die Hüttensohle herabgestürzt und hier mit Salzwasser besprengt. Wenn sie dann wieder mit Erz und Bleiglätte verschmolzen werden, so ergibt das einen Gewinn für den Besitzer. Solche Flugstaubkammern, welche die mit dem Rauch entweichenden metallischen Teile auffangen, sind sehr nützlich sowohl beim Verarbeiten aller metallreichen Erze, als ganz besonders beim Verschmelzen von seinen Erzschliechen, die man durch Zerkleinern und Verwaschen von Erzen erhalten hat; denn diese gehen leicht als Staub mit dem Feuer aus dem Ofen fort.
Nachdem ich die verschiedenen Schmelzverfahren im Allgemeinen besprochen habe, will ich nun davon reden, wie die Erze der einzelnen Metalle zu verarbeiten sind oder wie man aus ihnen die Metalle selbst darstellt, und beginne dabei mit dem Golde. Goldsand, das durch Verwaschen desselben Angereicherten oder Schliche, die man auf irgendeine andere Weise angesammelt hat, braucht man häufig gar nicht zu verschmelzen, sondern man vermischt diese Stoffe mit Quecksilber und entfernt durch Waschen mit warmem Wasser alle Verunreinigungen; ein Verfahren, welches ich im siebenten Buche beschrieben habe. Oder man wirft sie in Scheidewasser, welches das Gold vom Silber trennt und welches auch die Verunreinigungen entfernt. Wir bemerken dann, daß in einem gläsernen Kolben das Gold zu Boden sinkt. Wenn man alle Flüssigkeit abgegossen hat, bleibt es nicht selten als goldgelber Bodensatz in dem Kolben zurück. Häufiger indes wird es mit Öl, welches aus getrockneter Weinhefe hergestellt wird,
[26] Oleum ex faece vini sicca confectum. Was damit gemeint ist, ist nicht klar.
befeuchtet und getrocknet und sodann in einem Tiegel mit einem künstlichen Salz, das wir Chrysokolla nennen, oder mit Salpeter und Salz eingeschmolzen. Oder man wirft dasselbe feine Goldpulver in geschmolzenes Silber, von dem es aufgenommen wird, und trennt es dann wieder vom Silber durch jenes Scheidewasser.
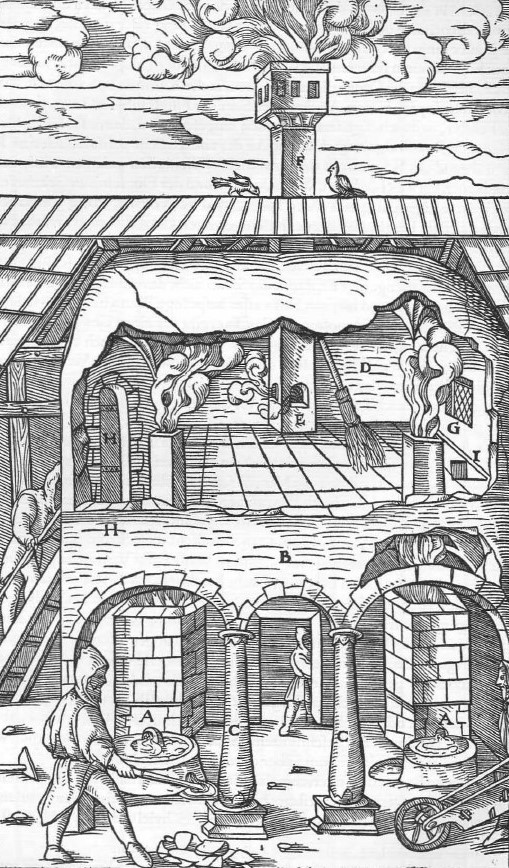
Abb. 918: Flugstaubkammer über den Schachtöfen.
Die Öfen A. Das Gewölbe B. Die Pfeiler C. Die Flugstaubkammer D. Die Öffnung E. Der Rauchfang F. Das Fenster G. Die Tür H. Der Kanal I.
Golderze aber muß man verschmelzen entweder außerhalb eines Ofens in einem Tiegel oder im Ofen selbst; ersteres bei kleinen, letzteres bei großen Erzmengen. Von zerkleinertem, rohem, unreinem Gold,
[27] gemeint ist offenbar gediegen Gold, das noch mit größeren Mengen von Verunreinigungen vermischt ist, oder vielleicht auch Erze mit viel eingesprengtem gediegenem Gold.
gleichviel welcher Farbe, muß man 1 Pfund mit 1 Pfund Schwefel, je 1 Pfund verschiedener Salze, 1/3 Pfund Kupfer und 1/4 Pfund Weinstein während 3 Stunden im langsamen Feuer in einem Tiegel schmelzen, sodann die Hitze steigern, um es gut flüssig zu machen, und die Mischung in geschmolzenes Silber gießen. Oder man mischt von solchem unreinen, zerkleinerten Gold 1 Pfund mit ½ Pfund ebenfalls zerkleinertem Spießglanz,
[28] Lat. stibium bedeutet das Mineral Antimonglanz oder Spießglanz (Sb2, S2). Aus ihm wird durch den im folgenden beschriebenen Zusatz von Eisen und Kupfer metallisches Antimon abgeschieden, welches das Gold aufnimmt, während die Verunreinigungen verschlackt werden. Vgl. 10. Buch Anm. 40.
gibt die Mischung in einen Tiegel auf eine Lage von ½ Unze Kupferfeilspäne und schmilzt, bis alles flüssig ist; darauf wirft man 1/6 der Masse an granuliertem Blei in jeden Tiegel. Sobald die Masse beginnt, einen Geruch zu entwickeln, gibt man Eisenfeilspäne hinzu oder, wenn solche nicht vorhanden sind, Eisenhammerschlag; beides bricht die Kraft des Spießglanzes. Wenn aber dieser aufgezehrt ist, werden zugleich mit dem, was die Kraft des Spießglanzes ausmacht, nicht nur kleine Teile des Goldes aufgezehrt, sondern auch das Silber, wenn solches dem Golde beigemischt war. Die aus dem Tontiegel herausgenommene und erstarrte Schmelze wird zunächst auf einer Kapelle eingeschmolzen, bis der Spießglanz verdampft ist, und sodann noch weiter geschmolzen, bis das Blei abgeschieden ist.
In gleicher Weise werden zerkleinerte goldhaltige Kiese verschmolzen, und zwar gleiche Teile Kies und Spießglanz. Indes kann man aus ihnen das Gold auch auf viele andere Weisen gewinnen. So mischt man 1 Teil des zerkleinerten Kieses mit 6 Teilen Kupfer, 1 Teil Schwefel und ½ Teil Salz, gibt alles in einen Topf und übergießt es mit Wein, den man aus flüssiger Weinhefe durch Kochen in einem Kolben abdestilliert hat. Der Topf wird mit einem mit Lehm verschmierten Deckel verschlossen und an einen warmen Ort gestellt, damit die mit dem Wein angefeuchtete Mischung im Verlauf von 6 Tagen trocknen kann. Sodann erhitzt man 3 Stunden lang gelinde und dann unter Zugabe von Blei stärker. Darauf bringt man die Masse in eine Kapelle und trennt so das Gold vom Blei.
Oder man mischt das durch Verwaschen von Kiesen oder sonstigen Gesteinen, in denen Gold eingesprengt ist, erhaltene Angereicherte im Gewicht von 1 Pfund mit ½ Pfund Salz, ½ Pfund trockenem Weinstein, 1/3 Pfund Glasgallen, 1/6 Pfund Gold- oder Silberschlacke und 1/4 Unze Kupfer. Der Tiegel, in den man die Mischung bringt, wird mit einem mit Lehm verschmierten Deckel verschlossen und in einen kleinen Ofen gestellt, der durch mäßig große Öffnungen den nötigen Luftzug erhält. Man erhitzt, bis der Tiegel rotglühend geworden ist und die in ihm befindlichen Stoffe zusammensintern, was in etwa 4 bis 5 Stunden der Fall zu sein pflegt. Die erkaltete Masse wird wiederum zu Pulver zerrieben, 1 Pfund Bleiglätte hinzugefügt und das Gemisch in einem zweiten Tiegel so lange geschmolzen, bis alles flüssig geworden ist. Die herausgenommene und von Schlacken gereinigte erstarrte Schmelze gibt man auf eine Kapelle und trennt so das Gold vom Blei.
Oder man nimmt auf 1 Pfund des Pulvers, welches die in gleicher Weise durch Verwaschen und Vorbereitung erhaltenen metallischen Teile angereichert enthält, je 1 Pfund Salz, Salpeter, trockenen Weinstein und Glasgallen und schmilzt, bis alles flüssig ist. Die erkaltete und zerkleinerte Masse wird verwaschen; zum Rückstand gibt man 1 Pfund Silber, 1/3 Pfund Kupferfeilspäne, 1/6 Pfund Bleiglätte und erhitzt wieder bis zum Schmelzen. Sodann bringt man die von Schlacken gereinigte Masse auf einen Scherben, trenne so das Gold und Silber vom Blei, und schließlieh das Gold vom Silber durch starkes Scheidewasser.
Oder man erhitzt von dem Pulver, welches die in gleicher Weise durch Verwaschen und Vorbereitung erhaltenen metallischen Teile angereichert erhält, 1 Pfund mit 1/4 Pfund Kupferfeilspänen und 2 Pfund eines Pulvers der zweiten Art, welches Erz flüssig macht,
[29] gemeint sind wahrscheinlich die Zuschläge zweiter Art, die im 7. Buche genannt sind.
bis zum Schmelzen. Die erkaltete Schmelze wird wiederum zerkleinert, geröstet und verwaschen. Auf diese Weise erhält man ein schwarzblaues Pulver. 1 Pfund davon und je 1 Pfund Silber und Pulver der zweiten Art, welches Erz flüssig macht, wird zusammen mit 3 Pfund Blei und 1/4 Pfund Kupfer bis zum Schmelzen erhitzt. Die erkaltete Masse wird wie vorher beschrieben behandelt.
Oder man erhitzt von dem in gleicher Weise angereicherten Erzpulver 1 Pfund mit ½ Pfund Salpeter und 1/4 Pfund Salz bis zum Schmelzen. Die erkaltete Masse wird wieder zu Pulver zerrieben; 1 Pfund davon wird durch 4 Pfund geschmolzenen Silbers aufgenommen. Oder man erhitzt von dem in gleicher Weise hergestellten Pulver 1 Pfund mit 1 Pfund Schwefel, ½ Pfund Salz, 1/3 Pfund Salz, welches man aus trockener Weinhefe hergestellt hat, und 1/3 Pfund Kupfer, welches mit Schwefel in ein Pulver verwandelt wurde,
[30] Lat. aes cum sulfure resolutum in pulverem dürfte nicht ein Gemisch von Kupfer und Schwefel, sondern zerkleinertes Schwefelkupfer sein.
bis zum Schmelzen. Sodann wird nochmals mit Blei geschmolzen und das Gold von den übrigen Metallen geschieden. Oder man erhitzt 1 Pfund des Erzpulvers der gleichen Art mit 2 Pfund Salz, ½ Pfund Schwefel und 1 Pfund Bleiglätte und schmilzt so das Gold aus.
Auf diese und ähnliche Weisen soll man an Gold angereicherte Konzentrate außerhalb eines Ofens verschmelzen, wenn ihre Menge klein ist und sie beträchtlich reich sind. Wenn ihre Menge aber groß ist, und wenn sie arm sind, muß man einen Ofen benutzen, besonders aber bei solchen Erzen, die nicht zerkleinert werden, wenn die Goldgrube eine große Menge davon liefert.
Goldhaltige Schlicherze werden mit Bleiglätte und Herdblei unter Zugabe von Eisenhammerschlag verschmolzen in einem Ofen, dessen Stich zeitweise verschlossen wird, oder in einem Ofen der ersten oder zweiten Art, dessen Stich immer offensteht. Man erhält so eine Legierung von Gold mit Blei, die in den zweiten Ofen (den Treibofen)
[31] Agricola bezeichnet hier und später den Ofen, in dem die edelmetallhaltige Legierung weiterverarbeitet, d. h. das Edelmetall durch Abtreiben vom Blei getrennt wird, den sog. Treibofen, als fornax secundus, im Gegensatz zu den Schachtöfen, in denen die Erze auf eine solche Legierung (Werk- oder Reichblei) verschmolzen werden.
eingetragen wird. Von Kiesen oder Ofenbrüchen, die Gold enthalten, nimmt man zwei Teile geröstetes Erz und einen Teil ungeröstetes und schmilzt alles zusammen in dem Ofen der dritten Art, dessen Stich immer offensteht, und erzeugt einen Stein. Dieser wird wiederholt geröstet und dann nochmals verschmolzen in einem Ofen mit geschlossenem Auge oder auch in einem der beiden anderen Öfen mit immer offenem Auge. Hierbei nimmt das Blei Gold auf, und zwar sowohl reines wie auch silber- oder kupferhaltiges; diese Legierung wird dann in den Treibofen eingetragen. Kiese aber oder andere goldhaltige Erze, die viel Bestandteile enthalten, welche nach ihrer Zerstörung durch das Feuer aus dem Ofen entweichen, verschmilzt man mit Steinen, aus denen man das Eisen gewinnt, wenn solche zur Verfügung stehen. 6 Teile solcher Kiese oder von zerkleinertem und gesiebtem Golderz werden mit 4 Teilen des ebenfalls zerkleinerten Eisenerzes und 3 Teilen in Wasser gelöschtem Kalk gemengt und mit Wasser angefeuchtet. Hierzu gibt man 2 ½ Teile eines Steines, der etwas Kupfer enthält, sowie 1 ½ Teil Schlacke. Ein Korb voll Stücken dieses Steines wird in den Ofen geschüttet, darauf die Mischung und die Schlacken. Wenn die Hälfte des Vorherdes mit der Schmelze, die aus dem Ofen herausfließt, gefüllt ist, werden zunächst die Schlacken entfernt, darauf der aus den Kiesen erschmolzene Stein und zuletzt die Kupfer-Gold-Silberlegierung, die am Boden des Vorherdes zurückgeblieben ist. Der Stein wird leicht geröstet und nochmals mit Blei verschmolzen; dabei erhält man einen neuen Stein, der in eine andere Abteilung der Schmelzhütte abgegeben wird. Die Kupfer-Gold-Silberlegierung wird nicht geröstet, sondern mit der gleichen Menge Blei, und zwar in einem Tiegel, verschmolzen; dabei entstehen Kuchen, die wesentlich reicher an Kupfer und Gold sind als die bisher erwähnten. Damit aber die Gold-Silber-Legierung reicher wird, gibt man zu 18 Pfund derselben 48 Pfund rohes Erz, 3 Pfund Eisenerz und 1/4 Pfund des aus Kiesen erschmolzenen oder mit Blei vermischten Steines. Man erhitzt das Gemisch im Tiegel bis zum Schmelzen und bringt, nachdem man Schlacken und Rohstein entfernt hat, alles in andere Öfen.
Es folgt nun das Silber. Das durch den Bergbau gewonnene reine gediegene oder auch unreine Silber ist nicht in Schachtöfen auszuschmelzen, sondern, wie ich an geeigneter Stelle noch erläutern werde, in eisernen Tiegeln anzuwärmen, in das im Treibofen eingeschmolzene Reichblei, wenn in ihm das Silber vom Blei getrennt wird, einzutränken und auf diese Weise zu reinigen. Ganz dünne Blättchen von gediegenem Silber oder kleine Körnchen, die in Gangarten, Marmor oder Gesteinen eingesprengt sind, ebenso stark mit Erden vermischte Stücken von nicht genügender Reinheit werden mit aus Kiesen erschmolzenem Rohstein, Silberschlacken und leichtschmelzigen Steinen als Zuschlag in einem Ofen der zweiten Art, dessen Stich für eine ganz kurze Zeit geschlossen wird, verschmolzen. Erzstuffen, die ganz aus feinen Haaren oder Fäden von reinem gediegenem Silber bestehen, müssen, damit dies nicht flüchtig davongeht, in einen Topf eingeschlossen werden. Dieser wird zusammen mit den übrigen Silbererzen in den gleichen Ofen eingesetzt und das Erz so verschmolzen. Manche schließen auch nicht genügend reine Vorkommen von gediegenem Silber in Töpfe oder dreieckige Tiegel ein, die mit einem mit Lehm verschmierten Deckel bedeckt sind, und verschmelzen sie auf diese Weise. Indes setzen sie diese Gefäße nicht in den großen Ofen ein, sondern in kleinere Öfen (Probieröfen), in die der Wind durch mäßig große Öffnungen eindringt. Und sie geben zu einem Teil des verunreinigten Rohsilbers 3 Teile pulverisierte Bleiglätte, ebenso viel Herdblei, 1/2 Teil leichtschmelzigen Bleiglanz und eine genügende Menge Salz und Eisenhammerschlag. Das Reichblei aber, welches am Boden des Gefäßes sich abscheidet, kommt, wie jedes andere, in den Treibofen. Die Schlacken werden zusammen mit sonstigen silberhaltigen Schlacken nochmals verschmolzen. Die Töpfe oder Tiegel, in denen noch Reichblei und Schlacken hängenbleiben, werden im Pochwerk zerkleinert und verwaschen. Das Angereicherte wird zusammen mit den Schlacken verschmolzen.
Diese Art der Verschmelzung von verunreinigtem gediegenem Silber ist, wenn seine Menge nur mäßig groß ist, die beste, da hierbei nicht die geringste Menge Silber aus dem Topf oder Tiegel entweichen und verloren gehen kann.
Wismuterze, Antimonerze und Herdblei werden, wenn sie silberhaltig sind, zusammen mit sonstigen Silbererzen verschmolzen; ebenso Bleiglanz in geringen Mengen und Kiese. Hat man aber viel Bleiglanz, gleichgültig, ob er viel oder wenig Silber enthält, so muß er für sich allein verschmolzen werden nach einem Verfahren, das ich gleich nachher beschreiben werde. Da in Bleierzen ebenso wie in Kupfererzen diese Metalle selbst meist zusammen mit Silber vorkommen, ist es erforderlich, hier und später eingehend über diese zu sprechen.
Kiese, wenn in größeren Mengen vorhanden, werden in gleicher Weise für sich allein verschmolzen. Aus 3 Teilen geröstetem und 1 Teil rohem Kies, Konzentraten, wenn man solche durch Verwaschen aus ihnen erhalten hat, und Schlacken wird in dem Ofen der dritten Art, dessen Stich immer offensteht, ein Stein erschmolzen. Dieser wird mit Wasser abgelöscht und geröstet. Von dem Gerösteten werden meistens 4 Teile mit 1 Teil rohen Kieses gemischt und wiederum in dem gleichen Ofen verschmolzen, wodurch man einen neuen Stein erhält. Aus diesem wird, wenn er reich an Kupfer ist, durch Rösten und nochmaliges Verschmelzen unmittelbar das Kupfer selbst hergestellt. Wenn er aber noch kupferarm war, wird er geröstet und nochmals mit geringen Mengen von weichen Schlacken verschmolzen. In diesem Falle nimmt das geschmolzene Blei, welches man in dem Vorherd eingeschmolzen hat, das Silber auf. Die steinige Masse, welche auf dem Blei obenauf schwimmt, bildet den dritten Stein, aus dem man durch Rösten und abermaliges Verschmelzen dann das Kupfer erhält. In ähnlicher Weise stellt man aus 3 Teilen gebranntem silberhaltigen Ofenbruch, den man mit einem Teil rohen Kieses und Schlacken mischt, einen Stein her, der geröstet und im selben Ofen wieder geschmolzen wird, wobei das im Vorherd befindliche Blei das Silber aufnimmt. Dieses Reichblei wird im Treibofen weiterverarbeitet.
Rohe Quarzerze, leicht im Feuer schmelzende Steine der dritten Art und sonstige Gangarten, in denen wenig Silber enthalten ist, müssen mit rohem Kies oder Ofenbruch gemischt werden, gebrannte aber mit geröstetem Stein, den man aus Kiesen oder aus Ofenbruch erschmilzt, da man sie für sich allein nicht mit Nutzen verarbeiten kann. Ebenso mischt man Erden, die nur wenig Silber enthalten, mit denselben Zuschlägen. Wenn Kiese oder Ofenbrüche nicht zur Verfügung stehen, verschmilzt man solche Gangarten und Erden mit Bleiglätte, Herdblei, Schlacken und leicht im Feuer schmelzenden Steinen. Konzentrate, die man beim Verwaschen von gediegen Silber enthaltenden Erzen erhalten hat, werden entweder verschmolzen, indem man sie mit Bleiglätte und Herdblei vermischt und das Gemisch vorher bis zum Flüssigwerden erhitzt; oder man verschmilzt sie, nachdem man sie angefeuchtet hat, mit Stein aus Kiesen und Ofenbruch. Bei beiden Verfahren wird vermieden, daß die Konzentrate unten aus dem Ofen austreten oder oben aus ihm mit dem Gebläsewind und der Flamme entweichen. Wenn die Konzentrate von Bleiglanzerzen herstammen, werden sie geröstet und mit Bleierz zusammen verschmolzen, wenn von Kiesen, mit diesen zusammen.
Reines Kupfererz, gleichgültig, ob es die Farbe des Kupfers zeigt oder durch Malachit oder Azurit gefärbt ist, oder bleifarbig oder braun oder schwarz aussieht, wird in einem Ofen verschmolzen, dessen Stich entweder zeitweilig kurz verschlossen wird oder immer offensteht, und sodann in einem Ofen der ersten Art. Wenn in dem Erz viel Silber enthalten ist, so wird dies zum größten Teil von dem im Vorherd eingeschmolzenen Blei aufgenommen; der Rest wird mit dem Kupfer zusammen an den Besitzer einer Hütte verkauft, in der man Silber vom Kupfer trennt. Enthält das Erz aber wenig Silber, so gibt man kein Blei, welches das Silber aufnehmen soll, in den Vorherd, sondern verkauft alles zusammen mit dem Kupfer an jenen Hüttenbesitzer. Enthält das Erz gar kein Silber, so stellt man unmittelbar aus ihm Kupfer her. Wenn solche Erze schwer schmelzbare Gangarten enthalten oder kiesig sind, oder wenn es Zinkerze
[32] Cadmia fossilis bedeutet hier wahrscheinlich Galmei, an anderer Stelle werden auch Kobalterze mit cadmia bezeichnet. Siehe 8. Buch Anm. 9 und 37, dieses Buch Anm. 64 und 11. Buch Anm. 61.
oder Erze sind, aus denen man Eisen herstellt, gibt man als Zuschlag rohen, leicht schmelzenden Kies und Schlacken, erschmilzt daraus einen Stein, aus dem, indem man ihn so oft röstet, als es nötig ist, durch wiederholtes Schmelzen Kupfer dargestellt wird. Wenn in dem Stein aber etwas Silber enthalten ist, zu dessen Gewinnung ein Aufwand von Blei erforderlich ist, so gibt man zunächst dieses in den Vorherd, wo es eingeschmolzen wird, und das Silber aufnimmt.
Rohes, weniger reines Kupfererz, welches meist aschgrau, purpurfarbig, schwärzlich und manchmal teilweise blau gefärbt ist, wird von den Rhätern
[33] Siehe dieses Buch Anm. 19.
in einem Ofen der ersten Art, dessen Stich immer offensteht, in folgender Weise verarbeitet. Der erste Schmelzer (es sind drei dazu nötig) gibt zu 18 Maß Erz, von denen jedes ungefähr 7 römische Scheffel faßt,
[34] Ein römischer Scheffel faßte ungefähr 10 Liter. Danach berechnet sich die angegebene Menge zu etwa 1 1/4 cbm.
so viel Bleischlacken, als in zwei Karren gehen, einen Karren voll Schiefer und ein Gewicht von 1/5 Zentner an im Feuer leicht schmelzenden Steinen, außerdem eine kleine Menge Konzentrate, die durch Verwaschen von Ofensauen
[35] Lat. diphryges, welches in dem Buche De veteribus et novis metallis erläutert wird als "untere Ofenbrüche, sonderlich in dem Ofen, da man Kupfer macht". Das sind also die im Tiegel des Ofens sich ausscheidenden eisenreichen sog. Ofensauen, im Gegensatz zu den in den höheren Teilen des Ofens sich ansetzenden, wesentlich aus ungeschmolzenem Erz bestehenden, vielfach auch zinkreichen Ofenbrüchen.
und Ofenbrüchen der Kupferöfen gewonnen wurden. Diese Beschickung wird in der Zeit von 12 Stunden verschmolzen und liefert einen ersten Stein im Gewicht von 6 Zentnern und ein Gemisch im Gewicht von ½ Zentner, welches aus Kupfer und Silber besteht und welches sich am Boden des Vorherdes ansammelt. Jeder Zentner des Steines aber enthält ½ Pfund Silber, manchmal auch noch ½ Unze mehr. In ½ Zentner der Mischung sind 1 oder 3/4 Mark Silber enthalten. Auf diese Weise werden in einer Woche von 6 Arbeitstagen 36 Zentner Stein und 3 Zentner der Mischung gewonnen; in diesen Erzeugnissen sind meist ungefähr 24 Pfund Silber enthalten.
[36] An einem Tage 6 Zentner Stein mit 0,5 - 0,5313 % Ag und ½ Zentner Schwarzkupfer mit 1,0 - 0,75 % Silber ergibt rd. 4 Pfund Silber im Tag oder 24 Pfund = 11 1/4 kg Silber in 6 Arbeitstagen in beiden Erzeugnissen.
Der zweite Schmelzer gewinnt aus dem ersten Stein den größten Teil des Silbers, indem er es in Blei überführt. Zu 18 Zentnern des aus dem rohen Kupfererz erschmolzenen Steines setzt er 12 Zentner Herdblei und Bleiglätte, 3 Zentner Bleiglanz, 5 Zentner silberreicheres Hartwerk
[37] Duri panes, Hartwerke, sind sehr unreines Schwarzkupfer, die bei der weiteren, im folgenden beschriebenen Arbeit selbst fallen.
und 2 Zentner Kienstöcke.
[38] Panes aerei fatiscentes (Kienstöcke) sind ein Produkt, welches bei der Entsilberung des Schwarzkupfers durch den sog. Saigerprozeß fällt. Hierbei wird, wie im 11. Buche beschrieben wird, silberhaltiges Schwarzkupfer in bestimmtem Verhältnis mit Blei zu scheibenförmigen "Frischstücken" verschmolzen, welche dann wieder erhitzt werden. Dabei saigert ein mehr oder weniger silberreiches, kupferhaltiges Blei aus, während das silberarme, noch etwas Blei enthaltende Kupfer als "Kienstöcke" ungeschmolzen zurückbleibt.
Außerdem fügt er eine geringe Menge Schlacken hinzu, die beim Schmelzen auf Schwarzkupfer gefallen sind, sowie Teile der beim Verwaschen von Ofenbrüchen erhaltenen Produkte. Diese Beschickung schmilzt er in der Zeit von 12 Stunden und erhält auf diese Weise einen zweiten Stein im Gewicht von 18 Zentnern und eine Mischung von Kupfer, Blei und Silber im Gewicht von 12 Zentnern. Letztere enthält ½ Pfund Silber im Zentner.
[39] Das ist 0,5 % Ag.
Er gießt sie, nachdem er den Stein von der Oberfläche mit einem hakenförmigen Eisen abgezogen hat, in kupferne oder eiserne Gußformen. Auf diese Weise erhält er vier Kuchen dieser Mischung, die in die Hütte geschafft werden, in der das Silber vom Kupfer geschieden wird.
[40] Das sind die sog. Saigerhütten.
Am folgenden Tage beschickt der gleiche Schmelzer 18 Zentner des zweiten Steines wiederum mit 12 Zentnern Herdblei und Bleiglätte, 3 Zentnern Bleiglanz, 5 Zentnern silberreicher Hartwerke und Schlacken, die er beim Verschmelzen des ersten Steines obenauf schwimmend erhalten hat, und Konzentraten aus dem Verwaschen von Ofenbrüchen, die bei diesem Schmelzen zu entstehen pflegen. Er schmilzt diese Beschickung in gleicher Weise in 12 Stunden und erhält dabei 13 Zentner eines dritten Steines und 11 Zentner einer Mischung von Kupfer, Blei und Silber, von der 1 Zentner 1/3 Pfund und ½ Unze Silber enthält.
[41] 0,364 % Ag.
Diese kellt er, nachdem er den dritten Stein mit einem Haken abgezogen, in kupferne Gußformen aus, wodurch wiederum Kuchen entstehen, die wie die obigen in die Hütte geschafft werden, in der das Silber vom Kupfer getrennt wird. In dieser Weise verschmilzt der zweite Schmelzer abwechselnd an zwei Tagen ersten und zweiten Stein.
Der dritte Schmelzer setzt zu elf Karren des dritten Steines drei Karren silberärmeres Hartwerk, Schlacken, die beim vorhergehenden Verschmelzen des zweiten Steines obenauf schwammen, und Konzentrate vom Verwaschen der Ofenbrüche, die bei diesem Schmelzen zu entstehen pflegen. Aus all dem erhält er beim Verschmelzen 24 Zentner eines vierten Steines, den man Hartstein nennt, und 15 Zentner silberreichere Hartwerke, von denen 1 Zentner 1/3 Pfund Silber enthält.
[42] 0,33 % Ag.
Diese setzt der zweite Schmelzer, wie ich oben gesagt habe, zu, wenn er den ersten und zweiten Stein verschmilzt. Aus elf Karren des vierten Steines (des Hartsteines) bekommt er, nachdem er ihn dreimal geröstet hat, einen letzten Stein, von dem 1 Zentner nur noch ½ Unze Silber enthält,
[43] 0,031 % Ag.
und 15 Zentner silberärmeres Hartwerk, von denen 1 Zentner nur noch 1/6 Pfund Silber enthält.
[44] 0,167 %.
Diese letzteren Werke setzt der dritte Schmelzer, wie ich gesagt habe, beim Verschmelzen des dritten Steines zu.
Aus den letzten Steinen wird, nachdem sie dreimal geröstet und wieder verschmolzen wurden, das Schwarzkupfer erhalten. Dieses Schwarzkupfer (Rohkupfer), aus dem man das reine Kupfer herstellt, wird, weil es einmal nur noch wenig Silber enthält und zum andern auch nicht leicht schmilzt, zunächst in einem Ofen der dritten Art, dessen Stich immer offen ist, erschmolzen. Dabei entstehen Kuchen, die nach siebenmaligem Rösten wieder verschmolzen werden, und dabei fällt dann das Kupfer. Dieses wird in einen Ofen anderer Art
[45] Fornax alterius generis ist der im 11. Buche beschriebene sog. Spleißofen.
eingesetzt, in dem es zum dritten Male so verschmolzen wird, daß am Boden eine Schmelze mit mehr Silber, oben darauf eine solche mit weniger Silber entsteht,
[46] Das ist das sog. Schmelzen auf Böden und Köpfe (bottoms and tops).
in der Weise, wie ich es im elften Buche beschreiben werde.
Wie Kiese, wenn sie nicht nur Kupfer, sondern auch Silber enthalten, zu verschmelzen sind, habe ich bereits auseinandergesetzt, als ich die Verarbeitung der Silbererze beschrieben habe. Wenn sie aber sehr wenig Silber enthalten und das aus ihnen erschmolzene Kupfer nicht leicht daraus abzutrennen ist, werden sie nach einem Verfahren verschmolzen, welches ich nächstens beschreiben werde.
Kupferschiefer endlich, gleichviel, ob er Bitumen oder Schwefel enthält, wird gebrannt und dann verschmolzen mit Steinen der zweiten Art, die leicht im Feuer schmelzen. Dabei erhält man einen Stein, auf dem Schlacke schwimmt. Der Stein wird meist siebenmal geröstet und wieder verschmolzen, wobei Schlacken und zweierlei neue Steine entstehen, von denen die eine Art, die sich am Boden des Vorherdes ansammelt, in der Hauptsache aus Kupfer besteht. Dieses wird verkauft an die Besitzer von Hütten, in denen das Silber vom Kupfer geschieden wird. Die andere Art pflegt man wieder mit dem ersten Stein zusammen zu verschmelzen. Wenn der Kupferschiefer aber nur geringe Mengen von Kupfer enthält, wird er gebrannt, in Pochwerken zerkleinert, verwaschen und gesiebt. Das dabei erhaltene Konzentrat wird verschmolzen, und dadurch ein Stein erhalten, aus dem man, nachdem er geröstet worden ist, Kupfer erschmilzt. Wenn aber in dem Kupferschiefer Malachit, Azurit oder gelbe oder kupfer- und silberhaltige Erden eingesprengt sind, wird er nicht verwaschen, sondern zerkleinert und mit Steinen der zweiten Art, die leicht im Feuer schmelzen, in gleicher Weise verarbeitet.
Bleihaltige Erze und Produkte, seien es Herdblei oder bleihaltige Kiese oder die eigentlichen Bleierze (Bleiglanz), werden meist in besonderen Öfen, die ich oben beschrieben habe, aber ebenso häufig in den dritten Öfen, deren Stich immer offen ist, verschmolzen. Tiegel und Vorherd werden aus einem Gestübbe hergestellt, dem eine geringe Menge Eisenhammerschlag beigemengt wird. Den hauptsächlichsten Schmelzzuschlag für solche Erze bilden Eisenschlacken. Beides halten erfahrene Schmelzer für günstig und im Interesse des Hüttenherrn liegend, weil das Eisen die Eigenschaft besitzt, daß es das Blei zum Zusammenfließen bringt. Wenn man Herdblei oder eigentliche Bleierze verschmilzt, fließt sehr bald Blei aus dem Ofen in den Vorherd. Dies wird nach Abziehen der Schlacken mit einer Kelle ausgeschöpft und ausgegossen. Wenn man aber kiesige Bleierze verschmilzt, fließt, wie man in Goslar beobachten kann, aus dem Ofen zuerst eine Art weißer Flüssigkeit in den Vorherd,
[47] Lat. liquor candidus primo e fornace defluens (cum Goselariae excoquitur pyrites) wird mit "Kobelt" übersetzt. Die gleiche Verdeutschung wird aber anderwärts auch für eine aus gleichen Teilen Kupfer und Silber bestehende Legierung und endlich für cadmia gegeben, also für Stoffe von weißer Farbe, deren nähere Zusammensetzung man nicht kannte. An dieser Stelle kann nur Zinkoxyd, welches, wenn es sich als Ofenbruch im Schachtofen ansetzt, ebenfalls mit cadmia bezeichnet wird, oder vielleicht auch eine kleine Menge metallisches Zink in Betracht kommen. Beim Verschmelzen der zinkreichen Erze des Rammelsberges bei Goslar bildet sich Zinkoxyd in großen Mengen, welches z.T. im Ofeninnern sich an den Wänden ansetzt, z.T. aber nach der hier gegebenen Schilderung auch ähnlich wie eine Flüssigkeit aus dem Ofenstich heraustritt. Es bildet sich auch eine kleine Menge metallisches Zink, welches in Form kleiner Kügelchen im Innern des Ofens sich vorfindet (liquor, quem parieres fornacis exudant) oder, wenn es aus dem Stich herausläuft, ebenfalls zum größten Teil zu Zinkoxyd verbrennt. Man nannte diese Produkte Konterfeh oder Konterfei, weil man durch Glühen von Kupfer mit ihnen das das Aussehen des Goldes nachahmende Messing herstellte. Daß das Zink ein besonderes Metall sei, hatte man zu Agricolas Zeiten noch nicht erkannt.
die ein Feind des Silbers und schädlich ist, da sie dasselbe verbrennt. Sie wird daher, nachdem man die obenauf schwimmenden Schlacken abgezogen hat, abgeschöpft oder nach dem Erstarren mit einem eisernen Haken entfernt. Die Wände des Ofens schwitzen die gleiche Flüssigkeit aus. Sodann fließt Werkblei aus dem Ofen in den Vorherd, das ist eine Legierung von Blei mit Silber. Von diesem Werkblei werden zunächst die Schlacken entfernt, die häufig weiß, wie manche Kiese, aussehen, sodann der Stein, wenn ein solcher gefallen ist; in ihm pflegt etwas Kupfer enthalten zu sein. Aber wenn seine Menge nicht groß ist und es an Holzkohlen mangelt, wird er nicht auf Kupfer zugute gemacht. Das Werkblei gießt man in eiserne Formen und stellt so Kuchen her, die in dem Treibofen eingeschmolzen werden, wo das Silber vom Blei getrennt wird, welches dabei teils in Bleiglätte, teils in Herdblei übergeführt wird. Aus diesen Produkten stellt man durch Verschmelzen im Schachtofen ein silberarmes Frischblei her. 1 Zentner davon enthält nur noch 1 Drachme Silber, wenn das Blei, bevor man das Silber daraus abgetrennt hatte, mehr oder weniger als 3 Unzen Silber enthalten hatte.
[48] Das Frischblei enthält demnach nur 0,008 % Ag wenn das aus dem Erz erschmolzene Werkblei rund 0,188 % Ag enthalten hatte.
Die kleinen schwarzen und sonstigen Steine,
[49] Gemeint sind die meist schwarz, seltener braun gefärbten sog. Zinngraupen, das Mineral Kassiterit oder Zinnstein.
aus denen das Zinn dargestellt wird, werden in einer besonderen Art von Öfen verschmolzen, die enger als die sonstigen Öfen zu sein pflegen, damit ein kleines Feuer entsteht, wie es dieses Erz erfordert. Sie sind aber höher, damit die geringere Weite durch die Höhe wieder ausgeglichen wird und sie beinahe die gleiche Fassungskraft besitzen wie die anderen Öfen. Oben an der Gicht sind sie vorn geschlossen, hinten dagegen offen, und dort befindet sich eine Treppe, weil eine solche an der Vorderseite wegen des Vorherdes nicht angebracht werden kann. Auf diese steigen die Schmelzer hinauf und werfen die Beschickung in den Ofen. Der Boden des Ofens wird nicht aus einem pulverförmigen Gemenge von Lehm und Kohlenpulver hergestellt, sondern man legt auf die Hüttensohle selbst einen nicht allzu harten Sandsteinblock
[50] Saxus arenarius ist wörtlich Sandstein. Vielfach verwendet man aber auch Granit.
und gibt ihm eine schwache Neigung. Er sei 2 3/4 Fuß lang, ebenso breit und 2 Fuß hoch. Je dicker er ist, desto länger widersteht er dem Feuer. Um diesen viereckigen Sohlstein wird der künftige Ofen in einer Höhe von 8 bis 9 Fuß errichtet, und zwar aus Sandsteinen oder aus anderen billig zu beschaffenden Gesteinen, welche die Natur aus verschiedenen Mineralien zusammengesetzt hat.
Der innere Schacht wird gleichmäßig mit Ton so überzogen, daß er am oberen Ende im Lichten 2 Fuß tief und 1 Fuß breit wird, nach unten aber sich sowohl in der Tiefe wie in der Breite verengt. Über dem Ofen befinden sich zwei Mauern, zwischen die der Rauch aus dem Ofen in eine gemauerte Flugstaubkammer strömt, aus der er durch eine enge Öffnung in der Decke entweicht. Der Sandsteinblock am Boden des Ofens erhält eine derartige Neigung, daß das aus dem Erz erschmolzene Zinn durch den Stich in den Vorherd fließen kann.
Da bei diesem Schmelzen kein sehr starkes Feuer erforderlich ist, braucht man die Nasen der Blasebälge nicht in eine kupferne oder eiserne Röhre einzulegen, sondern man legt sie unmittelbar in eine Öffnung der Ofenmauer. Die Blasebälge werden an der Rückseite des Ofens etwas höher angeordnet, damit sie den Wind direkt nach dem Stich des Ofens blasen. Damit er nicht zu stark bläst, sind die Nasen weit. Zu starker Wind pflegt das Zinn aus den Zinnsteinen nicht auszuschmelzen, sondern er verzehrt es und verwandelt es in Asche. Neben der Treppe befindet sich ein ausgehöhlter Steintrog, in den die zu verschmelzenden Erze hineingeschüttet werden. Jedesmal, nachdem der Schmelzer eine eiserne Schaufel voll von ihnen in den Ofen aufgegeben hat, schüttet er dann Holzkohlen darauf, die man ihrer ganzen Menge nach vorher in einen Bottich wirft und reinigt, indem man mit Wasser Sand und Steine, wenn solche an ihnen hängen, abspült, damit diese nicht, wenn sie zugleich mit dem Zinnstein schmelzen, den Stich des Ofens verstopfen und das Ausfließen des geschmolzenen Zinns aus dem Ofen verhindern. Der Stich des Ofens steht immer offen. Vor ihm befindet sich ein Vorherd, der etwas mehr als ½ Fuß tief, 3/4 Fuß lang und 1 Fuß breit und mit Ton ausgekleidet ist. In ihn fließt das Zinn aus dem Ofenstich. An der einen Seite dieses Vorherdes befindet sich eine niedrige Mauer, die 3/4 Fuß breiter und 1 Fuß länger ist und auf der Kohlenpulver liegt. An der anderen Seite fällt die Hüttensohle ab, damit die Schlacken leichter abfließen und abgezogen werden können. Sobald das Zinn beginnt, aus dem Ofenstich in den Vorherd zu rinnen, zieht der Schmelzer einen Teil des Kohlenpulvers von der Mauer in den Vorherd, damit die Schlacke sich von dem heißen Metall trennen kann, und damit dieses davor geschützt wird, teilweise wieder von der Hitze aufgelöst zu werden und mit dem Rauch davonzugehen.
[51] Das Holzkohlenpulver soll die flüssige Schlacke ansteifen, damit sie leichter entfernt werden kann, und es soll gleichzeitig die Oberfläche des geschmolzenen Zinns bedecken, damit dieses sich nicht an der Luft wieder oxydiert.
Wenn aber nach dem Abziehen der Schlacken das Kohlenpulver nicht die ganze Oberfläche des geschmolzenen Zinnes bedeckt, zieht der Schmelzer mit einer Kratze noch etwas mehr davon in den Vorherd. Das gleiche tut er, wenn er den Stich des Vorherdes, den er mit einem Stecheisen geöffnet hatte, damit das Zinn in einen zweiten, runden, ebenfalls mit Ton ausgekleideten Vorherd fließen kann, wiederum mit reinem oder mit Kohlenpulver gemischtem Ton verschließt.
Der Schmelzer, wenn er fleißig und geschickt ist, muß auch einen Rutenbesen zur Hand haben, mit dem er die über dem Ofen befindlichen Mauern abkehrt. Denn an ihnen und in der gemauerten Kammer pflegen sich kleine Mengen staubförmigen Zinnerzes zusammen mit dem Rauch abzusetzen. Wenn er aber in diesen Dingen nicht wohl erfahren ist und alle drei Sorten des Zinnerzes, nämlich die groben, die mittleren und die staubförmigen zugleich und zusammen verschmolzen hat, wird für seinen Herrn kein kleiner Verlust an Zinn entstehen. Denn bevor die größeren und mittleren Stücke schmelzen, werden die staubförmigen entweder im Ofen verbrannt werden oder aus ihm fortfliegen, und nicht allein an den Wänden sich festsetzen, sondern auch bis in die gemauerte Flugstaubkammer gelangen. Diese Mengen aber zieht der Hüttenherr dem Verkäufer der Erze nach geltendem Recht ab. Deshalb verschmilzt der erfahrenste Schmelzer jede Erzsorte für sich, und zwar die staubförmigen Erze in einem weiteren Ofen, die mittleren in einem weniger weiten, die groben in einem engeren. Wenn er die staubförmigen Erze verschmilzt, gibt er nur schwachen Wind, bei den mittleren einen mittelstarken und bei den groben den stärksten. Wenn er die ersteren schmilzt, bedarf er nur geringer Hitze, bei den mittleren einer mittelstarken, bei den groben der stärksten; in allen Fällen aber einer weit weniger starken als beim Schmelzen von Gold-, Silber- oder Kupfererzen.
Wenn die Schmelzer diese Arbeit drei Tage und drei Nächte ununterbrochen fortgesetzt haben, wie es gewöhnlich zu geschehen pflegt, und sie ihre Arbeit beendet haben, können sie von dem staubförmigen Erz eine größere Menge verschmolzen haben, weil es schnell flüssig wird, von dem groben Zinnstein eine kleinere Menge, weil er langsam schmilzt, von dem mittleren Erz eine mittlere Menge, weil es in seinem Verhalten die Mitte zwischen den beiden andern hält. Wenn sie aber trotzdem in einem sehr oder einem mäßig weiten Ofen alle Erze zusammen verschmelzen müssen, da sie keinen engen Ofen erbaut haben, so geben sie, um keinen allzu großen Verlust zu erleiden, zuerst die staubförmigen Erze auf, hierauf die mittelgroßen, sodann die groben und zuletzt solche, die nicht ganz rein sind, und regeln den eingeblasenen Wind nach Bedarf. Damit aber das Erz nicht von großen, in den Ofen eingefüllten Kohlenstücken abrutscht und in den Vorherd heraustritt, bevor das Zinn aus ihnen herausgeschmolzen ist, verwendet der Schmelzer kleinstückige Kohlen. Er feuchtet sie mit Wasser an und gibt sie zuerst in den Ofen und auf sie das Erz und fährt so fort mit abwechselndem Aufgeben von Kohlen und Erz.
Der Zinnstein, den man während des Sommers in einem Gerinne, in das man einen Wasserstrom einleitet, durch Verwaschen aus Erdmassen gewonnen und im Herbst auf ein mit vielen Löchern versehenes Eisenblech geworfen hatte,
[52] d. h. das durch Verwaschen von Seifen gewonnene Zinnerz.
wird in einem Ofen verschmolzen, der 1 Hand weiter ist als derjenige, in dem die feinen, unmittelbar durch den Bergbau gewonnenen Erze verarbeitet werden. Um sie zu schmelzen, bedarf es eines kräftigeren Windes und eines stärkeren Feuers als beim Verarbeiten des groben Zinnsteines. Gleichviel, welche Art von Zinnsteinen verschmolzen wird, erhält man das meiste Zinn, wenn dieses zuerst aus dem Ofen tritt, weniger, wenn zuerst Schlacken erscheinen. Denn ihnen mischt sich Zinnstein bei, was namentlich dann zu geschehen pflegt, wenn man den Zinnstein weniger rein oder eisenhaltig - weil nicht genügend geröstet - zum Schmelzen in den Ofen aufgibt, oder wenn man mehr als zulässig davon einfüllt. In diesem Falle nämlich verläßt er, auch wenn er rein ist und leicht flüssig wird, zugleich mit den Schlacken, indem er sich ihnen beimischt, den Ofen, oder er bäckt im Ofen so fest an, daß das Schmelzen unterbrochen und der Ofen kaltgelegt werden muß.
Jedes Mal, wenn die Schlacken vom Zinn über die geneigte Hüttensohle abgeflossen und mit einem Haken abgezogen worden sind, wird der Stich des Vorherdes geöffnet und das Zinn in den zweiten Vorherd abgestochen. Sobald es abgeflossen ist, wird der Stich wieder durch mit Kohlenpulver gemischten Ton verschlossen. In diesem zweiten Vorherd liegen glühende Kohlen, damit das alsbald auszukellende Zinn nicht erstarrt. Wenn das Zinn so unrein ist, daß man es in diesem Zustande nicht verwenden kann, wird es ausgeschöpft, in Kuchen gegossen und auf einem Herd, den ich nächstens beschreiben werde, umgeschmolzen. Wenn es rein ist, wird es sofort auf dicke Kupferplatten ausgegossen, zuerst in gleichlaufende Streifen und dann in rechtwinklig zu ihnen verlaufende, so daß Gitter entstehen. In jedes einzelne wird mittels eines eisernen Stempels ein Zeichen eingeschlagen, und zwar pflegt man, wenn das Zinn aus bergmännisch gewonnenen Erzen erschmolzen war, nur ein einziges Zeichen, nämlich das amtliche, anzubringen. Wenn es aus durch Verwaschen gewonnenen Erzen erschmolzen wurde, aber zwei, das amtliche und eine zweizackige Gabel, wie sie beim Saifen benutzt wird. Gewöhnlich werden dann drei solcher Gitter zusammengerollt, mit einem hölzernen Hammer zusammengeschlagen und daraus ein einziger Ballen geformt.
[53] Dieses Zinn führte im Handel den Namen Rollen- oder Ballenzinn.
Die mit einer eisernen Krücke abgezogenen Schlacken werden alsbald in einen aus einem ausgehöhlten Baumstamm hergestellten Waschtrog geworfen und durch Rühren von Holzkohlenstücken befreit, sodann wieder herausgenommen, mit einem viereckigen eisernen Hammer zerkleinert und endlich zusammen mit der nächsten Erzbeschickung wieder verschmolzen. Manche Schlacken aber werden dreimal im Naßpochwerk zerkleinert und dreimal wieder verschmolzen. Selbst wenn man einen großen Haufen dieser feuchten Schlacken verschmolzen hat, erhält man doch nur wenig Zinn, weil sie leicht schmelzen und schnell wieder in den Vorherd herauslaufen. Auch der Ton und die Gesteinsbrocken, die sich in solchen Öfen ansetzen, ebenso die Ofenbrüche, die nicht selten gar nicht oder nur halb geschmolzenen Zinnstein und Kügelchen von Zinn aufgenommen haben, werden im Naßpochwerk zerkleinert, wobei der noch nicht geschmolzene Zinnstein durch ein Sieb in ein Gerinne herausgeschwemmt und wie der sonstige Zinnstein verwaschen wird. Die halb geschmolzenen Zinnsteine und die Zinnkügelchen werden aus dem Pochtrog herausgenommen und zuerst auf einem Sieb, auf dem eine beträchtliche Menge davon zurückbleibt, darauf auf einem leinenen Tuch, verwaschen. Der Flugstaub, der sich an dem Teil der Esse, aus dem der Rauch austritt, angesetzt hat, wird, weil er oft staubförmigen Zinnstein enthält, der mit dem Rauch aus dem Ofen entwichen ist, auf dem eben genannten leinenen Tuch und sodann in einem Gerinne verwaschen. Die Zinnkügelchen und der halb geschmolzene Zinnstein, die vom Ton und den im Ofen gebildeten Ansätzen aufgesogen worden waren, und die letzten Reste des Zinns, die aus den beiden Vorherden herausgeholt werden, werden zusammen mit Zinnstein verschmolzen.

Abb. 919: Zinnschachtofen und Gießen des Ballenzinns. Der Ofen A. Sein Stich B. Der erste Vorherd C. Sein Stich D. Schlacken E. Der eiserne Haken F. Der zweite Vorherd G. Die Wände des Rauchfanges H. Der Besen I. Die Kupferplatte K. Zinngitter L. Signiereisen M Hammer N.
Nachdem aber die schwarzen Zinnsteine während dreier Tage und Nächte im Ofen, wie oben erwähnt, geschmolzen worden sind, fallen einige Bruchstücke der Gesteine, aus denen der Ofen erbaut worden ist, durch das Feuer gelockert, aus der Wand heraus. Daher wird der Ofen nach Entfernung der Blasebälge auf der Rückseite aufgebrochen; die Ofenbrüche werden zunächst mit einem Hammer abgeschlagen, darauf das ganze Ofeninnere mit passenden Gesteinsbrocken ausgebessert und wieder gleichmäßig mit Ton ausgekleidet. Der am Boden des Ofens befindliche Sandsteinblock wird, wenn er Schaden gelitten hat, weggenommen und durch einen anderen ersetzt. Was von ihm hervorsteht, wird von dem Schmelzer mit einem scharfen Hammer abgeschlagen und er auf diese Weise passend gemacht.
Andere errichten an einer Mauer zwei Öfen, wie ich es ganz ähnlich schon beschrieben habe, und über ihnen ein Gewölbe, welches von der Mauer und von vier Pfeilern gestützt wird. Durch Öffnungen dieses Gewölbes steigt der Rauch aus dem Ofen empor in eine weite Kammer, die der früher beschriebenen ähnlich ist, nur daß sie an beiden Seiten je ein Fenster besitzt, einer Tür aber entbehrt. Die Schmelzer steigen nämlich, wenn sie den Flugstaub abkehren wollen, zuerst auf Treppen, die sich an den Seiten der Öfen befinden, sodann mittels Leitern durch die Öffnungen des über den Öfen befindlichen Gewölbes in die Kammer selbst, wo sie den Flugstaub abkehren, zusammenhäufen und in Mulden sammeln, die der eine dem andern zum Weiterschaffen und Entleeren zureicht. Diese Flugstaubkammer unterscheidet sich von der früher beschriebenen durch die Essen, deren sie zwei besitzt, die den gewöhnlichen Essen eines Hauses nicht unähnlich sind. Diese nehmen den Rauch auf, der aus dem oberen überwölbten Teil nicht entweichen kann, da er zurückgeworfen und zurückgedrängt wird, und entlassen ihn dann frei von Zinn. Denn das durch das Feuer aufgelöste und in Asche verwandelte
[54] d. h. in Zinnoxyd verwandelt.
Zinn, welches mit dem Rauche fortgetragen wurde, bleibt in der Kammer zurück oder hängt sich an Kupferbleche an, die im Rauchfang angebracht sind.
Wenn das Zinn dermaßen unrein ist, daß es beim Schlagen mit dem Hammer Risse bekommt, werden aus ihm nicht sofort Gitter gegossen, sondern Kuchen, wie ich oben gesagt habe, die erst noch durch Schmelzen auf einem Herd
[55] d. i. ein sog. Zinnsaiger- oder Pauschherd. (Abb. 919)
gereinigt werden. Dieser Herd besteht aus Sandsteinen, die gegen die Mitte und nach dem Vorherd zu geneigt sind und mit Ton verbunden und verstrichen werden. An beide Seiten wird abwechselnd längs und quer trockenes Holz gelegt, in die Mitte eine dickere Schicht davon. Auf dieses legt man fünf bis sechs Zinnkuchen, die insgesamt etwa 6 Zentner wiegen. Nach dem Anzünden des Holzes schmilzt das Zinn tropfenweise ab und fließt ununterbrochen in den Vorherd, der in der Hüttensohle liegt. In ihm setzt sich das unreine Zinn zu Boden, während das reine obenauf schwimmt. Beide schöpft der Meister mit einer Kelle aus, und zwar kann er zuerst das reine ausschöpfen, aus dem er auf der dicken Kupferplatte Gitter gießt; sodann das unreine, das in Kuchen gegossen wird. Die Grenzfläche zwischen dem reinen und unreinen erkennt er, während er ausschöpft und ausgießt, an der größeren oder geringeren Dünnflüssigkeit der Schmelze. 1 Zentner des in Gitter gegossenen Zinns aber wird teurer verkauft als 1 Zentner der Kuchen. Der Preis des ersteren übersteigt den Preis des letzteren um 1 Guldengroschen.
[56] Lat. nummus aureus, ein Guldengroschen, gleich einem Joachimstaler; s. 7. Buch Anm. 55.

Abb. 920: Zwei Zinnschachtöfen mit gemeinsamer Flugstaubkammer.
Die Öfen A. Der erste am Ofen befindliche Vorherd B. Sein Stich C. Der zweite Vorherd D. Die Pfeiler E. Die Flugstaubkammer F . Fenster G. Die Rauchfänge H. Gefäß,
in dem die Kohlen gewaschen werden I.

Abb. 921: Zinnsaigerherd. Der Saigerherd A. Der Vorherd B. Die Hölzer C. Zinnkuchen D. Die Kelle E. Die Kupferplatte F. Die Gitter G. Signiereisen H. Der hölzerne Hammer I. Das Ballenzinn K. Schippe L.
Aus fünf Stücken Gitterzinn, welches leichter ist als das andere, wird durch Zusammenrollen und Zusammenschlagen mit einem Holzhammer ein Ballen geformt und mit einem Signiereisen ein Zeichen hineingeschlagen. Andere arbeiten nicht mit einem in die Hüttensohle eingelassenen Vorherd, sondern lediglich mit dem Herd selbst, aus dem der Meister nach Entfernung des verbrannten Holzes das Zinn ausschöpft und auf Kupferplatten gießt. Die Unreinheiten,
[57] Das sind die sog. Saigerdörner und Härtlinge, die namentlich viel Eisen enthalten.
die an dem Holz und den Kohlen hängen, werden gesammelt und wieder im Schachtofen geschmolzen.
Manche Lusitanier
[58] Die Lusitanier waren ein Volksstamm im heutigen Spanien und Portugal.
pflegen das Zinn aus dem schwarzen Zinnstein in kleinen Öfen zu erschmelzen. Sie bedienen sich dabei runder, aus Leder gefertigter Blasebälge, die am vorderen Ende eine eiserne, am hinteren Ende eine hölzerne Scheibe besitzen. In einer Öffnung der ersteren ist eine Düse eingelassen, in der Mitte der letzteren ein Windventil. Uber diesem befindet sich eine Handhabe oder ein Henkel; durch Ziehen an ihm saugt der runde Blasebalg Luft ein, durch Drücken bläst er sie wieder heraus.

Abb. 922: Kleiner spanischer Zinnschachtofen. Der Ofen A. Die Blasebälge B. Die eiserne Scheibe C. Die Düse D. Die hölzerne Scheibe E. Das Windventil F. Die Handhabe G. Der Henkel H. Die eisernen Ringe I. Zinnbarren K.
Zwischen den beiden Endscheiben besitzt er einige eiserne Ringe, an die Lederstreifen befestigt sind, sodaß sie Falten bilden, ähnlich, wie wir sie an Papierlaternen kennen, die man zusammenfalten kann. Da aber derartige Blasebälge keinen sehr stark gepreßten Wind liefern und nur langsam auseinandergezogen und zusammengedrückt werden können, kann der Schmelzer in einem vollen Tage nur wenig mehr als 1/2 Zentner Zinn damit erschmelzen.
Eisenerze von besonderer Güte werden in einem Ofen verschmolzen, der einem Treibofen nicht unähnlich ist.
[59] Der Ofen ist ein sog. Rennfeuer.
Der Herd ist 3 ½ Fuß hoch und je 5 Fuß lang und breit. In seiner Mitte besitzt er eine Vertiefung (Tiegel) von 1 Fuß Tiefe und 1 ½ Fuß Durchmesser. Er kann aber auch höher oder niedriger und weiter oder enger sein, je nachdem, ob aus einem viel oder wenig Eisen entsteht. Dem Meister
[60] Der in diesem Falle auch "Renner" genannt wird.
wird eine bestimmte Menge Eisenerz überwiesen, aus dem er mehr oder weniger Eisen erschmelzen kann. Wenn er zu diesem Zwecke sein Werk und seine Arbeit beginnt, wirft er zunächst Holzkohlen in den Tiegel und streut dann über diese eine eiserne Schaufel voll zerkleinertes Erz, gemischt mit Kalk, der noch nicht im Wasser abgelöscht worden ist.
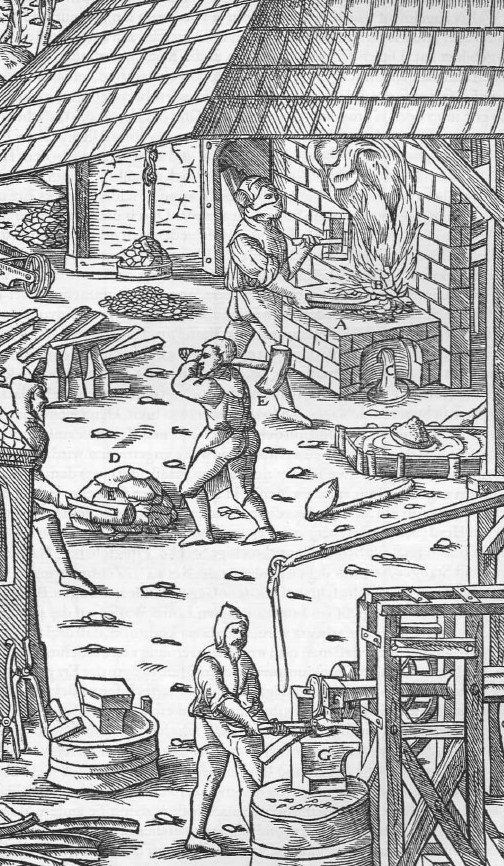
Abb. 923: Rennfeuer und Schwanzhammer. Der Herd A. Der Beschickungshaufen B. Der Schlackenabfluß C. Der Eisenklumpen (Massel) D. Die Holzhämmer E. Der große eiserne Hammer F. Der Amboß G.
Dann gibt er wiederum Kohlen auf und streut Erz darüber und wiederholt das so lange, bis er einen schwach ansteigenden Haufen gebildet hat. Diesen schmilzt er, indem er die Kohlen anzündet, den Wind aus den Blasebälgen, die sorgfältig in eine Düse eingelagert sind, anläßt und so das Feuer kräftig anfacht. Die Arbeit kann in 8 Stunden beendet sein, manchmal auch erst in 10 oder 12 Stunden. Damit ihm die Glut des Feuers das Gesicht nicht verbrenne, wie es leicht geschehen kann, bedeckt er es vollständig mit einer Filzkappe mit Löchern, durch die er hindurchsehen und atmen kann. An dem Herd befindet sich eine Stange, die er, sooft es erforderlich ist, anhebt, wenn entweder die Blasebälge allzu starken Wind geben, oder wenn er selbst weiteres Erz und Kohle aufgibt, oder wenn er die Schlacken abzieht. Durch dieses Anheben wird die Öffnung des Gerinnes geschlossen oder verschieden weit geöffnet, durch welche das Wasser auf das an der Welle sitzende, die Blasebälge antreibende Rad fließt. In dieser Weise schmilzt er das Eisen aus und kann, wenn das Eisenerz reich war, eine Menge im Gewicht von 2 bis 3 Zentnern erzeugen. Nunmehr öffnet der Meister mit einem Stecheisen den Stich für die Schlacke; nachdem sie vollständig abgeflossen ist, läßt er den Eisenklumpen (die Massel) im Tiegel erstarren. Er selbst und seine Gehilfen heben ihn sodann mit eisernen Brechstangen aus dem Ofen heraus, werfen ihn auf die Hüttensohle, bearbeiten ihn mit Holzhämmern, deren Stiele dünn, aber 5 Fuß lang sind, schlagen die noch an ihm hängenden Schlacken ab und verdichten und schlagen ihn so zugleich etwas breit. Denn wenn man ihn sofort auf den Amboß legen und mit dem großen eisernen Hammer ausschmieden wollte, der von den Daumen einer Wasserradwelle angetrieben wird, würde er zerspringen. Bald darauf aber wird er mit Zangen gefaßt und unter dem Hammer mit einem zugeschärften eisernen Meißel in 4 oder 5 oder 6 Stücke, je nachdem er klein oder groß war, zerteilt. Aus diesen Stücken stellen, nachdem sie in einem anderen Herd (Schmiedefeuer) von neuem erhitzt und wieder auf den Amboß gelegt worden sind, die Schmiede rechteckige Stücke, Pflugscharen, Radreifen oder meist Stangen her, von denen 4 oder 6 oder 8 etwa ½ Zentner wiegen. Aus ihnen wiederum pflegen sie sehr verschiedene Gegenstände zu fertigen. Bei jedem Schlage des Hammers gießt ein Junge aus einem Löffel Wasser auf das glühende Eisen, das vom Schmied bearbeitet wird, und daher kommt es, daß die Hammerschläge so laut dröhnen, daß man es in weiter Entfernung von der Schmiede noch hört. Nachdem man den Eisenklumpen aus dem Ofen, in dem das Erz geschmolzen wurde, herausgenommen hat, pflegt im Herd ein hartes Eisen zurückzubleiben, welches sich schwer ziehen läßt. Aus ihm kann man besonders die eisernen Schuhe der Pochstempel und sonstige Gegenstände, die sehr hart sein müssen, herstellen.
Eisenerze, die entweder Kupfer enthalten oder beim Schmelzen schwer flüssig werden, erfordern mehr Arbeit und stärkere Hitze. Denn man muß nicht allein die metallhaltigen Teile derselben von den metallfreien trennen, indem man das Erz trocken pocht, sondern man muß sie auch rösten, damit sie andere Metalle und schädliche Lösungen verlieren, und dann verwaschen, um die leichteren Bestandteile zu entfernen. Verschmolzen werden sie darauf in einem Ofen, der dem Schachtofen der ersten Art ähnelt, der aber größer und weiter ist, damit er viel Erz und viel Kohlen fassen kann.

Abb. 924: Eisenschachtofen. Der Ofen A. Die Stufen B. Erz C. Kohlen D.
Er wird teilweise mit den Erzstücken, welche höchstens nußgroß sind, teilweise mit Kohlen gefüllt. Um diese Beschickung einzubringen, treten die Schmelzer auf Stufen, die sich an der einen Seite des Ofens befinden. Wenn man solche Erze ein- oder zweimal schmilzt, fällt Eisen, das so beschaffen ist, daß es, im Schmiedefeuer wieder erhitzt, unter dem großen eisernen Hammer ausgeschmiedet und mit einem scharfen Meißel in Stücke zerschnitten werden kann.
Die Hüttenkunst erzeugt auf diese Weise durch Feuer und mit Zuschlägen Eisen und stellt aus ihm Stahl her. Man wählt hierzu ein Eisen, welches leicht erweicht, im Übrigen aber hart ist und sich leicht ziehen läßt. Wenn man Eisen, das aus Erzen erschmolzen ist, die andere Metalle enthalten, wieder heiß macht, ist es meist weich und brüchig. Solches Eisen muß in glühendem Zustande zuerst in kleine Stücke zerbrochen und dann mit zerkleinerten, leicht schmelzenden Steinen vermischt werden. Dann freut man in einem Schmiedefeuer einen Tiegel aus dem gleichen naßgemachten Pulver her, aus dem die Vorherde der Öfen bestehen, in denen Gold- oder Silbererze verschmolzen werden.
[61] Der Ofen ist ein sog. Frischfeuer.
Der Tiegel sei bis zu 1 ½ Fuß weit und 1 Fuß tief. Die Blasebälge werden so gerichtet, daß sie den Wind aus ihren Nasen auf die Mitte des Tiegels blasen. Dieser wird sodann mit besten Holzkohlen gefüllt und ringsum mit Steinen umgeben, welche die Eisenstücken und die auf sie gelegten Kohlen zusammenhalten. Sobald die Kohlen ins Brennen gekommen sind und der Tiegel glühend geworden ist, läßt man den Wind der Blasebälge an; sodann bringt der Meister so viel von dem Eisen und dem Schmelzzuschlag hinein, als ihm passend erscheint. In die Mitte legt er, wenn alles weich geworden ist, vier Eisenmasseln, von denen jede 30 Pfund wiegt, und erhitzt mit starkem Feuer 5 oder 6 Stunden lang, indem er mit einer hineingesteckten Eisenstange das flüssige Eisen häufig durchrührt, damit seine kleinen Hohlräume die leichtest flüssigen Teilchen der Schmelze aufsaugen; diese aber zehren dann infolge der ihnen innewohnenden Kraft die dickflüssigen Teile der Schmelze auf und blähen sie auf, so daß sie weich werden und wie ein Hefenteig aufgehen. Sodann ergreift der durch einen Gesellen unterstützte Meister einen Teil der Masse mit einer Zange, hebt sie heraus und legt sie auf den Amboß, um sie mit dem Hammer, der vom Wasserrad abwechselnd gehoben und niedergedrückt wird, breit zu schmieden. Endlich wirft er sie schnell, solange sie noch glühend ist, in Wasser und kühlt sie ab. Die abgeschreckte Masse legt er wieder auf den Amboß und zerbricht sie durch Schlagen mit dem Hammer. Nach dem Aussehen des Bruches beurteilt er, ob ein Teil noch wie Eisen aussieht, oder ob alles dicht geworden und in Stahl verwandelt ist. Hierauf ergreift er mit einer Zange der Reihe nach die übrigen im Tiegel befindlichen Stücke, holt sie heraus und zerteilt sie in kleine Teile. Sodann erhitzt er die Zuschläge im Tiegel von neuem und gibt eine Menge neuer hinzu, die den Teil ersetzen soll, den die Masseln verzehrt haben, und erneuert so die Kraft des übriggebliebenen; mit ihr macht er von neuem die Eisenmasseln, die er wieder in sie hineinlegt, noch reiner; er faßt sie dann in gleicher Weise, nachdem sie zuerst erhitzt worden sind, wieder mit der Zange, bringt sie unter den Hammer und formt Stangen aus ihnen. Jede Stange wird, während sie noch glüht, in ganz kaltes fließendes Wasser, welches zur Hand sein muß, eingetaucht. Auf diese Weise wird sie sofort dicht und in reinen Stahl umgewandelt, der viel härter und weißer ist als Eisen.

Abb. 925: Frischfeuer zur Stahlbereitung. Das Frischfeuer A. Die Blasebälge B. Die Zangen C. Der Hammer D. Das fließende Wasser E.
Die Erze der übrigen Metalle werden nicht in Öfen verschmolzen, sondern z. B. diejenigen des Quecksilbers und auch des Antimons in Töpfen, diejenigen des Wismutes in Rinnen. Zuerst will ich über das Quecksilber reden. Dasjenige, das man in Vertiefungen findet, in die es aus Erzen und Gesteinsspalten zusammenläuft, wird gesammelt, mit Essig und Salz gereinigt und auf ein baumwollenes Tuch oder auf weiches Leder gegossen; wenn man dieses zusammenfaltet und preßt, dringt das reine Quecksilber hindurch und wird in einem untergestellten Topf oder einer Schüssel aufgefangen. Quecksilbererze aber werden in zwei Töpfen oder auch in einem einzigen zugute gemacht. Wenn in zwei, so ähneln die oberen fast ganz den gläsernen Kolben, in die man Harn, der von Ärzten untersucht werden soll, einzufüllen pflegt. Aufrechtstehend werden sie nach oben gleichmäßig enger. Die unteren Gefäße gleichen Tiegeln, in denen Männer und Frauen Käse bereiten, aber beide Arten sind größer. Die unteren muß man bis an den Rand in Erde, Sand oder Asche eingraben, in die oberen kommt das zerkleinerte Erz. Sie werden, nachdem sie gefüllt sind, mit Moos verschlossen, umgekehrt in die Öffnungen der unteren Gefäße gesteckt und dort mit Lehm gut verschmiert, damit kein Quecksilber, welches in die unteren Gefäße geht, entweichen kann. Manche hegen, weil die unteren Gefäße eingegraben sind, derartige Befürchtungen nicht, verschmieren sie nicht und rühmen sich, daß sie nicht weniger Quecksilber ausbringen als diejenigen, die die Töpfe verschmieren. Auf alle Fälle ist man aber gegen Verluste besser geschützt, wenn man die Töpfe verschmiert. In dieser Weise werden 700 Paar Töpfe auf den Erdboden oder auf eine Feuerstätte gestellt und von allen Seiten mit einer Mischung von zerkleinerter Erde und Holzkohlenstaub so eingehüllt, daß die oberen Gefäße eine Hand hoch herausragen. Auf allen Seiten rings um die Feuerstätte hat man vorher Steine gestellt, über die man lange Hölzer legt, auf welche dann die Arbeiter lange Querhölzer werfen. Obwohl diese Hölzer die Töpfe nicht berühren, erfahren diese doch eine starke Erhitzung, und das Quecksilber, da es Hitze nicht vertragen kann, wird gezwungen, durch das Moos hindurch in die unteren Töpfe zu entweichen. Denn wenn die Erze in den oberen Töpfen erhitzt werden, fließt es aus ihnen dort, wo sich ihm ein Ausgang bietet, in die unteren. Wenn man dagegen Erz in den unteren Töpfen erhitzt, so steigt das Quecksilber in die oberen Töpfe oder in kürbisartige Gefäße, die in einem Deckel angebracht sind und die Stelle der oberen Gefäße vertreten. Die Töpfe müssen, damit sie nicht beschädigt werden, aus bestem Töpferton hergestellt werden. Wenn sie nämlich beschädigt werden, entweicht das Quecksilber aus ihnen zusammen mit dem Rauch. Wenn dieser einen stark süßlichen Geruch besitzt, so zeigt das einen Quecksilberverlust an. Da das Quecksilber die Zähne locker macht, müssen die Schmelzer und sonstige dabeistehende Leute, die diese schädliche Wirkung kennen, ihren Rücken nach dem Winde kehren, der den Rauch nach der entgegengesetzten Seite treibt. Denn der Arbeitsplatz muß vorn und an den Seiten offen und dem Wind ausgesetzt sein. Gleichartige Töpfe, die aus gegossenem Kupfer hergestellt sind, vermögen lange Zeit der Einwirkung des Feuers zu widerstehen. Diese Art der Quecksilbergewinnung ist die am meisten gebräuchliche.
In ähnlicher Weise werden Antimonerze, wenn sie frei von anderen Metallen sind, in oberen Töpfen, die zweimal so groß sind als die unteren, verschmolzen. Welchen Inhalt jene haben, erkennt man aus dem Inhalt der Metallkuchen, die nicht überall das gleiche Gewicht haben. An manchen Orten macht man diese 6 Pfund schwer, an manchen 10, an anderen 20 Pfund. Wenn der Schmelzer seine Arbeit beendet hat, löscht er das Feuer mit Wasser, entfernt die Deckel von den Töpfen, wirft mit Asche vermischte Erde ringsum und auf sie und nimmt die Metallkuchen, wenn sie erstarrt sind, aus den Töpfen.
[62] Das geschilderte Verfahren führt nicht zur Gewinnung von metallischem Antimon, sondern liefert Schwefelantimon (antimonium crudum, Sb2S3), welches in Form des sehr leicht schmelzenden Antimonglanzes in den Erzen enthalten war und auf diese Weise ausgesaigert wird.
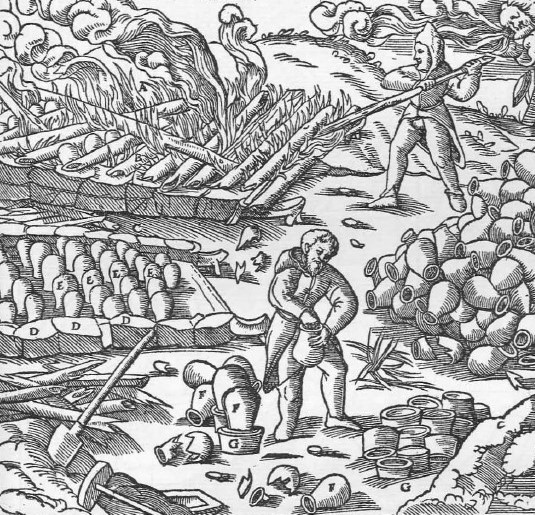
Abb. 926: Quecksilbergewinnung in aufeinandergestellten Töpfen. Die brennende Feuerstätte A. Die Hölzer B. Die nicht brennende Feuerstätte, in welche die Töpfe eingesetzt werden G. Die Steine D. Die Topfreihen E. Die oberen Töpfe F. Die unteren Töpfe G.
Eine andere Art, Quecksilbererze zu verarbeiten, ist folgende: Bauchige Töpfe werden in den oberen offenen Teil eines Herdofens eingesetzt, mit dem zerkleinerten Erz gefüllt und mit Hauben bedeckt, die die Gestalt einer Schelle oder, wie man sie gewöhnlich nennt, einer Glocke haben und eine lange Nase besitzen. Danach wird alles gut abgedichtet. Von anderen Tongefäßen, die klein sind und Kürbisform besitzen und ebenfalls gut zugedeckt werden, nimmt je eines zwei dieser Nasen auf. Rasch wird durch trockenes Holz, welches in den unteren Teil des Ofens gelegt und angezündet wird, das Erz erhitzt, bis alles Quecksilber in die Haube, welche die Stelle des oberen Tiegels vertritt, hinaufgetrieben ist. Von da, durch die Nasen ausfließend, wird es von den kürbisförmigen Tongefäßen aufgenommen.
Andere erbauen eine überwölbte Kammer, deren gemauerter Fußboden nach der Mitte zu abfällt. Innerhalb der Wände dieser Kammer befinden sich die Öfen, deren Feuertüren, durch welche Holz hineingelegt werden kann, bis außen durch die Mauer reichen.

Abb. 927: Quecksilbergewinnung in mit Nasen versehenen Töpfen und Vorlagen. Die Töpfe A. Die Hauben B. Die Nasen C. Die kürbisförmigen Tongefäße D.
Auf die Öfen werden die Töpfe gestellt und mit zerkleinertem Erz gefüllt. Um die Töpfe herum werden die Öfen von allen Seiten mit Lehmdichtung verschmiert, so daß kein Rauch aus der Feuerung entweichen kann, sondern daß er allein durch die Ofentür austreten muß. Darauf stellen sie zwischen den Boden und das Gewölbe grüne Bäume, machen das Eingangstor zu, verschließen die Fenster mit Glas und dichten alles mit Moos und mit Lehm so ab, daß kein Quecksilberdampf aus der Kammer austreten kann. Nachdem das Holz angebrannt ist, erhitzt sich das Erz, welches schließlich das Quecksilber ausschwitzt. Da es keine Hitze vertragen kann, sondern die Kälte liebt, setzt es sich an die Blätter der Bäume an, die eine kühlende Kraft besitzen.

Abb. 928: Quecksilbergewinnung in einer überwölbten Kammer. Die überwölbte Kammer A. Das Eingangstor B. Di. Fenster C. Die Feuertüren der Öfen D. Ein Ofen, wie er in der Kammer steht E. Die Töpfe F.
Nachdem die Arbeit beendet ist, löscht der Schmelzer das Feuer, öffnet, nachdem alles kalt geworden ist, das Tor und die Fenster und sammelt das Quecksilber, welches, da es schwer ist, zum größten Teil von selbst von den Bäumen abfällt und nach einer Vertiefung in der Mitte des Bodens zusammenläuft. Wenn es aber nicht vollständig abgefallen ist, bringt er es durch Schütteln zum Abfallen.
Eine vierte Art der Quecksilbergewinnung wird in folgender Weise ausgeführt. Ein größerer Topf wird auf einen Dreifuß gestellt und mit zerkleinertem Erz gefüllt. Darauf kommt 2 Finger hoch Sand oder Asche, die festgestampft werden. Auf die Öffnung dieses Topfes wird ein zweiter Topf mit seiner Öffnung aufgesetzt und die Verbindungsstelle mit Lehm abgedichtet, damit kein Dampf entweicht. Wenn das Erz durch Feuer erhitzt wird, haucht es das Quecksilber aus, welches, durch den Sand oder die Asche hindurchdringend, in den oberen Topf gelangt, wo es, sich zu Kügelchen vereinigend, auf den Sand oder die Asche niederfällt. Durch Verwaschen dieser gewinnt man das Quecksilber.
Ein fünftes Verfahren ist dem vierten ziemlich ähnlich. Anstelle dieser Töpfe werden andere Töpfe oder Tongefäße genommen, die am Boden eng, an ihrer oberen Öffnung weiter sind. Sie werden mit zerkleinertem Erz ziemlich vollgefüllt und auf dieses ähnlich wie vorhin eine 2 Finger dicke Lage von Asche gebracht und festgestampft. Diese Gefäße werden mit einem fingerdicken Deckel verschlossen und dieser von innen mit geschmolzener Bleiglätte abgedichtet.

Abb. 929: Quecksilbergewinnung in einem großen Topf, der, auf einem Dreifuß stehend, erhitzt wird. Der größere Topf A. Der kleinere Topf B. Der Dreifuß C. Faß, in dem der Sand verwaschen wird D.
Auf den Deckel kommt ein schwerer Stein. Die Gefäße werden in einen Ofen gestellt. In gleicher Weise wie vorhin haucht das erhitzte Erz das Quecksilber aus, welches, vor der Hitze fliehend, nach dem Deckel gelangt, von dem es erkaltend auf die Asche fällt, aus der dann ebenfalls durch Verwaschen das Quecksilber gewonnen wird.
Nach diesen fünf verschiedenen Verfahren kann Quecksilber dargestellt werden, und keines von ihnen ist zu verachten oder zu verwerfen. Wenn indes eine Grube sehr große Mengen Erz liefert, ist das erste Verfahren am bequemsten und vorteilhaftesten, da man mit ihm große Mengen Erz auf einmal verarbeiten kann.
Wismut wird aus seinen Erzen, wenn sie silberfrei sind, nach verschiedenen Verfahren gewonnen. Nach dem ersten wird in trockenem Boden eine kleine Vertiefung gegraben, Kohlenpulver in sie geworfen, dieses festgestampft und alles durch glühende Kohlen getrocknet. Über diese Vertiefung hinweg werden breite trockene Buchenscheite gelegt und auf sie das Wismuterz aufgeworfen. Wenn dann das Holz angezündet und in Glut geraten ist, tropft das ausgeschmolzene Wismut in die Grube herab. Der erstarrte Metallkuchen wird herausgenommen.
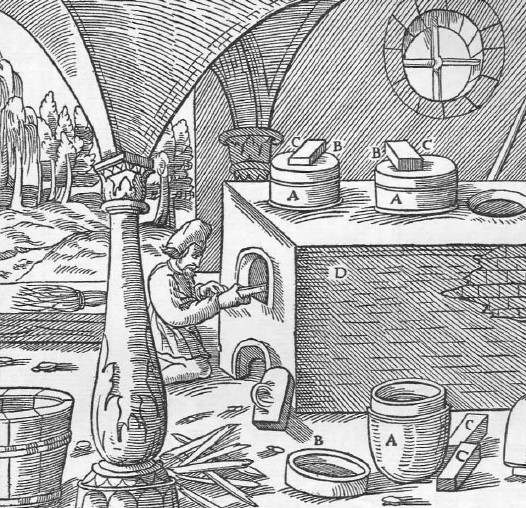
Abb. 930: Quecksilbergewinnung in Töpfen, die in einem Herdofen erhitzt werden. Die Töpfe A. Die Deckel B. Der Stein C. Der Ofen D.
Da aber häufig Kohlen von dem verbrannten Holz und auch manchmal Schlacken in das in der Grube sich ansammelnde Wismut fallen und es verunreinigen, wird es nochmals in irgend einem Tiegel umgeschmolzen, um es zu reinigen. Manche legen aus diesem Grunde die Grube an einem Hange an und unterhalb der Grube einen Vorherd, in dem das Wismut, welches aus der Grube herausfließt, dann in reinem Zustande erhalten wird. Aus ihm schöpfen sie es mit einer Kelle aus, gießen es in eiserne, innen mit Ton ausgestrichene Gußformen und stellen so Kuchen her. Die gleiche Grube kleiden sie auch mit Steinen aus und verschmieren, damit kein Wismut hindurchsickert, die Fugen mit Lehm, der mit Kohlenstaub vermischt ist. Andere werfen das Erz in Rinnen, die aus Fichtenholz gemacht sind und geneigt liegen, und schmelzen, wenn ein schwacher Wind geht, indem sie kleines Holz darauflegen und anzünden. Dabei fließt das flüssig gewordene Wismut aus den Rinnen in eine an ihrem unteren Ende befindliche Vertiefung. Schlacken aber und Gangarten, die eine goldgelbe Farbe zeigen,
[63] d. h. durch Wismutoxyd gefärbt. Bei dem hier geschilderten Verfahren wird natürlich nur das in gediegenem Zustande im Erz vorhandene Wismut, und auch dieses nur unvollständig gewonnen.
bleiben, wie dies auch bei den breiten Scheiten, die über die Grube gelegt werden, der Fall ist, in der Rinne zurück. Sie werden ebenfalls verkauft.

Abb. 931: Aussaigern von Wismut in Gruben oder Rinnen. Die Grube mit darübergelegten Holzscheiten A. Der Vorherd B. Die Kelle C. Eiserne Gußformen D. Metallkuchen E. Leere, mit Steinen ausgekleidete Grube F. Holzrinne G. Die Sammelgruben der Rinnen H. Das über die Rinnen gelegte kleine Holz I. Der Wind K.
Andere schmelzen in eisernen Tiegeln auf folgende Weise: Sie legen trockenes und ziemlich kleines Holz in Zwischenräumen von ungefähr 1 ½ Fuß kreuz und quer auf Ziegelsteine und zünden es an. Daneben stellen sie eiserne, innen mit Ton ausgestrichene Tiegel, die mit kleinstückigem Erz gefüllt sind. Wenn dann der Wind eine starke Flamme des Feuers in die Tiegel hineintreibt, saigert das Wismut aus. Damit es zusammenfließen kann, wird das Erz mit einer Zange durchgerührt.

Abb. 932: Aussaigern von Wismut in eisernen Tiegeln mit und ohne Abfluß. Die Hölzer A. Die Ziegelsteine B. Die Gußform C [65]. Der Ofen D. Der Tiegel E. Das
Abflußrohr F. Der untergestellte Tiegel G.
[65] Die mit den Buchstaben A, B und C bezeichnete Schmelzeinrichtung dient offenbar dazu, das nach den folgenden beiden Gewinnungsverfahren in Form einzelner Kügelchen erhaltene Wismut zu einem Kuchen zusammenzuschmelzen.
Wenn sie glauben, daß alles Wismut ausgesaigert ist, fassen sie die Tiegel mit einer Zange, nehmen sie weg, gießen das Metall in leere Gußformen und stellen so aus dem Inhalte mehrerer Tiegel einen einzigen Kuchen her. Andere verschmelzen Erz, in dem kein Kobalt
[64] Im lateinischen Text steht cadmia, was mit "Kobelt" übersetzt ist. Wahrscheinlich denkt Agricola dabei an die Erze von Schneeberg, welche zum Teil aus Nickel- und Kobaltmineralien mit gediegen Wismut bestehen.
enthalten ist, in einem Ofen, der einem Schmiedefeuer ähnlich ist. In seine Vertiefung stellen sie einen Tiegel, der aus zerkleinerter, mit Kohlenpulver gemischter Erde hergestellt ist. In ihn werfen sie das zerkleinerte Erz oder die durch Verwaschen erhaltenen Konzentrate, aus denen größere Mengen Wismut aussaigern. Für Erze nehmen sie Kohlen zusammen mit kleinen trockenen Holzstücken, für Konzentrate Kohlen allein; in beiden Fällen wenden sie einen schwachen Gebläsewind an. Der Tiegel besitzt ein Abflußrohr, durch welches das flüssige Wismut in eine untergestellte Gußform rinnt, in der sich ein Kuchen bildet.

Abb. 933: Aussaigern von Wismut auf einer festen Feuerstätte. Die Feuerstätte, auf der das Erz erhitzt wird A. Die Feuerstätte, auf der ausgesaigerte Wismutkügelchen liegen B. Die Zange C. Die Mulde D. Der Wind E.
Andere erbauen sich auf einem Hügel, der aus den aus der Grube geförderten Gesteinen entstanden
[66] d. i. eine Grubenhalde.
und dem Wind ausgesetzt ist, eine Feuerstätte von 1 Fuß Höhe, 3 Fuß Breite und 4 ½ Fuß Länge, die sie mit einer Umfassung von vier Brettern umgeben und zusammenhalten und oben mit einer dicken Lehmschicht bedecken. Auf diese Feuerstätte legen sie zunächst trockenes kleines Fichtenholz und auf dieses sodann das zerkleinerte Erz. Wenn Wind geht, zünden sie das Holz an. Auf diese Weise saigert das Wismut aus. Wenn das Holz durch das Feuer verzehrt ist, räumen sie die Asche und die Kohlen weg. Wismutkügelchen, die auf den Boden der Feuerstätte gefallen und dort bereits erkaltet und estarrt sind, nehmen sie mit einer Zange heraus, geben sie in eine kleine Mulde und stellen daraus durch Umschmelzen in eisernen Tiegeln Kuchen her.

Abb. 934: Aussaigern von Wismut auf einer Feuerstätte mit eisernem Rohr, die in einer drehbaren Kiste eingebaut ist. Die Kiste A. Ihre Achse B. Die kreuzweise verbundenen Balken C. Der Rost D. Seine Füße E. Das brennende Holz F. Die Stange G. Die Gußform, in der das Wismut zusammengeschmolzen wird H. Kleinere Gußformen I. Metallkuchen K. Die zweizinkige Gabel L. Der Besen M.
Andere endlich füllen eine Kiste von 8 Fuß Länge, 4 Fuß Breite und 2 Fuß Höhe beinahe ganz mit Sand, legen Ziegel darauf und stellen sich so eine Feuerstätte her. Die Kiste besitzt in der Mitte unten am Boden eine senkrechte hölzerne Achse, die sich in einem Loch zweier kreuzweise angeordneter Balken dreht. Diese sind aus hartem Holz, dick und in die Erde eingelassen. Sie sind von beiden Seiten her durchbohrt, und in die Öffnungen werden zugespitzte Keile eingetrieben, damit die Balken fest miteinander verbunden sind. Die Kiste aber kann gedreht und nach der Himmelsrichtung gewendet werden, aus der der Wind weht. Auf diese Feuerstätte legen sie einen eisernen Rost, der so lang und breit wie diese selbst und 3/4 Fuß hoch ist. Er besitzt sechs Füße und so viel Querstäbe, daß sie sich beinahe berühren. Auf den Rost legen sie Reisig, darauf die Erzstücken und auf diese wiederum Reisig; durch Anzünden des letzteren schmelzen sie das Erz aus. Da bei diesem Verfahren das ausfließende Wismut am wenigsten verbrannt wird, ist es das Beste. Das Wismut fließt dabei durch den Rost auf die Feuerstätte, während die Rückstände zusammen mit den Kohlen auf dem Roste zurückbleiben. Nach Beendigung der Arbeit heben die Schmelzer den Rost mit einer Stange ab, drehen ihn um und stürzen die Rückstände auf einen Haufen. Mit Besen kehren sie das Wismut ab, sammeln es in einem Trog und stellen daraus durch Zusammenschmelzen in eisernen Gußformen Kuchen her. Wenn diese erstarrt sind, drehen sie sie mittels einer zweizinkigen Gabel, deren einer Zinken wieder in zwei Zinken gespalten ist, um, damit die Kuchen herausfallen. Sodann kehren sie von neuem zu ihrer Arbeit zurück.